
-


-


-



WeChat
-
WeChat


Высококачественное закалённое стекло нестандартной формы
2026-05-27
содержание
- Высококачественное закалённое стекло нестандартной формы: технические стандарты и производственные возможности 2026 года
- Технология производства и физико-механические свойства
- Классификация нестандартных форм и инженерные ограничения
- Сферы применения и реальные кейсы внедрения
- Факторы ценообразования и логистика поставок
- Руководство по выбору поставщика и контролю качества
- Часто задаваемые вопросы (FAQ)
- Инженерные рекомендации по монтажу и эксплуатации
- Заключение
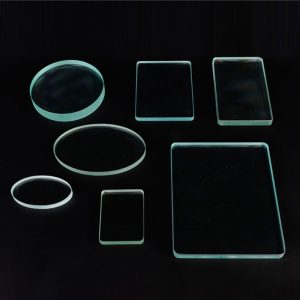
Высококачественное закалённое стекло нестандартной формы: технические стандарты и производственные возможности 2026 года
Высококачественное закалённое стекло нестандартной формы представляет собой критически важный конструкционный материал для современной промышленности, архитектурного остекления сложной геометрии и специализированного машиностроения. В отличие от стандартных прямоугольных панелей, производство изделий со сложным контуром (радиусные вырезы, отверстия под крепеж, многоугольные формы) требует прецизионной гидроабразивной резки и строгого контроля термических напряжений в печи закалки. Ключевая ценность такого продукта заключается в сочетании повышенной механической прочности (до 120 МПа на изгиб) и безопасности: при разрушении стекло распадается на мелкие фрагменты с тупыми гранями, что соответствует международным стандартам безопасности EN 12150 и ГОСТ 30698-2025. Для инженеров и закупщиков понимание технологических ограничений радиуса скругления углов и допусков на отверстия является фундаментом для успешной интеграции компонента в конечное изделие.
Технология производства и физико-механические свойства
Процесс создания сложных форм начинается не с нагрева, а с этапа механической обработки «сырого» флоат-стекла. Именно здесь закладывается потенциал будущего изделия. Использование станков с ЧПУ и водяной струей под давлением до 4000 бар позволяет получать контуры любой сложности без микротрещин по кромке, которые могли бы спровоцировать самопроизвольное разрушение в печи.
Реализация таких высоких стандартов возможна только на базе предприятий с полным циклом переработки. Ярким примером современного подхода является ООО «Внутренняя Монголия Янъ Ян Промышленность и Торговля». Основанная в 2018 году, компания зарекомендовала себя как ведущий комплексный производитель в регионе, объединяющий глубокую переработку стекла и широкую торговую сеть. Оснащение предприятия современными автоматизированными линиями позволяет выпускать не только стандартную продукцию, но и сложные инженерные решения: от ультрапрозрачного и низкоэмиссионного (Low-E) стекла до огнестойких и многослойных конструкций, обеспечивая стабильное качество для проектов любого масштаба across Китая и за его пределами.
Этапы термоупрочнения для сложной геометрии
После резки и шлифовки кромок (еврокромка или полировка) стекло поступает в печь конвекционного типа. Для высококачественного закалённого стекла нестандартной формы критически важен равномерный прогрев. Узкие перемычки между отверстиями или острые выступы нагреваются быстрее, чем массивные участки, что создает риск деформации.
Современные линии 2026 года используют алгоритмы динамического управления температурой, компенсирующие эту разницу. Стекло нагревается до 620–650°C, после чего следует этап мгновенного охлаждения (закалки) воздушными потоками высокого давления. Это создает на поверхности остаточное напряжение сжатия, которое и придает материалу его уникальные свойства.
- Поверхностное напряжение: ≥ 90 МПа (стандарт безопасности), до 150 МПа (химическое упрочнение для тонких стекол).
- Термостойкость: Выдерживает перепад температур до 250°C без разрушения (обычное стекло — около 70°C).
- Ударная прочность: В 5–7 раз выше, чем у незакаленного аналога той же толщины.
Важно отметить техническую особенность: после завершения процесса закалки любая последующая механическая обработка (сверление, резка, шлифовка) невозможна. Попытка изменить форму готового изделия приведет к его мгновенному разрушению на тысячи осколков. Поэтому чертежи и допуски должны быть утверждены на этапе заказа «сырого» стекла.
Классификация нестандартных форм и инженерные ограничения
Заказчики часто сталкиваются с ситуацией, когда дизайн-проект требует форм, находящихся на грани технологических возможностей. Понимание этих границ позволяет избежать брака и простоев на монтаже.
Геометрические параметры и допуски
При проектировании деталей из закаленного стекла необходимо соблюдать минимальные радиусы скругления внутренних углов и расстояния между отверстиями. Нарушение этих правил ведет к концентрации напряжений в углах при термообработке.
| Тип элемента | Минимальный размер / Радиус | Допуск (мм) | Комментарий инженера |
|---|---|---|---|
| Радиус внутреннего угла | ≥ Толщины стекла (R ≥ t) | ± 0.5 мм | Острые внутренние углы (< 90° без скругления) недопустимы — высокий риск скола. |
| Расстояние от края до отверстия | ≥ 2 × Толщины стекла | ± 1.0 мм | Для стекол толщиной >12 мм расстояние увеличивается до 2.5t. |
| Диаметр отверстия | ≥ Толщины стекла | +0.2 / -0.0 мм | Отверстия выполняются конической формы (разница диаметров на входах ≤ 10%). |
| Ширина узкой перемычки | ≥ 10 мм (для t=6мм) | ± 1.5 мм | Зависит от общей площади изделия и зоны нагрева в печи. |
Стоит учитывать, что в процессе закалки возможно незначительное изменение линейных размеров (деформация «волна» или «линза»). Для большинства строительных применений прогиб до 3 мм на погонный метр считается нормой согласно ISO 12150. Однако для оптических приборов или высокоточных экранов требуется дополнительная химическая закалка или использование многослойных структур (триплекс), где искажения минимизированы.
Сферы применения и реальные кейсы внедрения
Универсальность материала позволяет использовать его в отраслях, где сочетание прозрачности, прочности и индивидуальной формы является обязательным условием эксплуатации.
Промышленное оборудование и защитные экраны
В секторе тяжелого машиностроения высококачественное закалённое стекло нестандартной формы используется для смотровых окон котлов, реакторов и прессов. Форма окна часто диктуется конструкцией корпуса аппарата.
Кейс 2025 года: Для модернизации линии литья под давлением потребовалось заменить стандартные прямоугольные иллюминаторы на трапециевидные панели с четырьмя крепежными отверстиями不对称но. Толщина стекла составила 19 мм. Благодаря точной гидроабразивной резке и контролируемой закалке, панели выдерживают постоянное давление пара до 15 бар и температуру среды до 180°C. Срок службы таких элементов превышает 7 лет, тогда как предыдущие аналоги из органического стекла требовали замены каждые 6 месяцев из-за помутнения и царапин.
Архитектурные решения и интерьерный дизайн
Современная архитектура отходит от прямых линий. Стеклянные перегородки, лестничные ограждения и элементы мебели все чаще имеют криволинейные очертания. Здесь важна не только прочность, но и эстетика кромки.
Кейс: Оформление атриума бизнес-центра потребовало установки 150 стеклянных балюстрад сложной волнообразной формы (толщина 12 мм, триплекс). Основная сложность заключалась в совпадении отверстий под нержавеющий крепеж (спайдеры) после закалки двух слоев. Погрешность более 0.5 мм делала монтаж невозможным. Применение лазерного сканирования шаблонов на этапе раскроя позволило достичь точности стыковки ±0.3 мм. Результат — монолитная визуальная структура без видимых узлов крепления.
Транспорт и специализированная техника
Остекление кабин спецтехники, поездов и судов часто требует стекол с вырезами под приборы, антенны или системы вентиляции. Вибрационные нагрузки в транспорте крайне высоки, поэтому использование закаленного стекла здесь является стандартом безопасности.
Факторы ценообразования и логистика поставок
Стоимость изготовления изделий сложной формы существенно отличается от цены стандартных листов. Закупщикам важно понимать структуру затрат, чтобы оптимизировать бюджет проекта без потери качества.
Из чего складывается цена?
Основную долю в себестоимости занимает не сырье (флоат-стекло), а трудоемкость обработки и процент брака.
- Сложность контура: Каждый дополнительный поворот реза гидроабразивного станка увеличивает время обработки. Замкнутые контуры (отверстия внутри поля стекла) требуют остановки станка для прокалывания, что также влияет на цену.
- Обработка кромки: Полировка кромки «под блеск» дороже простой шлифовки (еврокромка), но необходима для изделий, где кромка видна, или для снижения риска порезов при монтаже.
- Коэффициент выхода: При раскрое листа 3210×2250 мм под множество мелких деталей сложной формы неизбежны отходы. Чем плотнее раскладка (nesting), тем ниже стоимость единицы продукции.
- Контроль качества: Проверка каждого изделия на наличие оптических искажений и напряжений поляризационным методом добавляет затраты, но гарантирует отсутствие скрытых дефектов.
Логистика нестандартного стекла — отдельная задача. Изделия с выступающими углами или отверстиями требуют индивидуальной упаковки с усиленными уголками и деревянной обрешеткой. Транспортировка «навалом» недопустима. Обычно такие грузы отправляются паллетами с вертикальной установкой стекла (A-frame rack), что исключает изгибающие нагрузки при перевозке.
Руководство по выбору поставщика и контролю качества
Рынок переполнен предложениями, но не каждый переработчик обладает оборудованием для работы со сложными формами в промышленных масштабах. Ошибочный выбор партнера может привести к срыву сроков монтажа из-за боя стекла в печи или несоответствия размеров.
Чек-лист технического аудита производителя
Перед размещением крупного заказа рекомендуется запросить у поставщика следующую информацию:
- Наличие гидроабразивных станков 5-осевой обработки: Это позволяет делать фаски на кромках сложных деталей за один проход, обеспечивая идеальную геометрию.
- Тип печи закалки: Предпочтение следует отдавать конвекционным печам с роликовым транспортом, имеющим функцию «мягкого старта» для тонких или сложных стекол, чтобы избежать эффекта «бабочки» (деформации).
- Сертификация: Наличие сертификатов соответствия ГОСТ, CE или ANSI Z97.1. Протоколы испытаний на ударную стойкость должны быть актуальными (не старше 3 лет).
- Возможность прототипирования: Способен ли завод изготовить опытный образец перед запуском основной партии? Это критически важно для проверки посадочных мест.
Также стоит обратить внимание на систему контроля напряжений. Качественный производитель использует автоматические полярископы для измерения поверхностного сжатия на каждой партии. Если поставщик предлагает «закалку на глаз» без приборного контроля — это серьезный сигнал о низком уровне E-A-T (экспертности и надежности).
Часто задаваемые вопросы (FAQ)
Можно ли просверлить отверстие в уже закаленном стекле?
Нет, это невозможно. Закаленное стекло находится в состоянии высокого внутреннего напряжения. Любая попытка механического воздействия (сверление, резка) вызовет мгновенное разрушение всего листа на мелкие безопасные осколки. Все отверстия и вырезы должны быть выполнены на этапе обработки «сырого» стекла до термоупрочнения.
Какой минимальный радиус скругления угла допустим для стекла толщиной 10 мм?
Для обеспечения прочности и предотвращения сколов в углах при закалке минимальный радиус внутреннего скругления должен быть равен или превышать толщину стекла. Для листа 10 мм рекомендуемый радиус R ≥ 10 мм. Допускается уменьшение до R = 6-8 мм только при использовании специальных режимов закалки и отсутствии ударных нагрузок на этот угол, но это повышает риск брака.
Насколько безопасно высококачественное закалённое стекло нестандартной формы при разрушении?
При разрушении такое стекло рассыпается на сотни мелких фрагментов кубической формы с тупыми гранями. Масса одного осколка обычно не превышает нескольких граммов, что сводит риск серьезных травм к минимуму. Это кардинально отличает его от обычного стекла, которое образует крупные, острые как бритва куски, представляющие смертельную опасность.
Влияет ли сложная форма на оптическую прозрачность?
При соблюдении технологии (равномерный нагрев и охлаждение) искажения минимальны. Однако в зонах резких переходов сечения или вокруг крупных отверстий могут наблюдаться легкие оптические эффекты (линзирование). Для применений, где критична идеальная оптика (витрины музеев, оптические приборы), рекомендуется рассматривать химически упрочненное стекло или многослойные конструкции, хотя их стоимость будет выше.
Каков срок изготовления партии нестандартных изделий?
Стандартный срок производства составляет 7–14 рабочих дней с момента утверждения чертежей. Сроки могут быть увеличены при необходимости изготовления сложных шаблонов, заказе специфических толщин стекла или в периоды высокой сезонной загрузки заводов. Срочные заказы (3-5 дней) возможны, но обычно подразумевают надбавку к стоимости.
Инженерные рекомендации по монтажу и эксплуатации
Даже самое прочное стекло может быть повреждено при неправильном монтаже. Для изделий сложной формы риски возрастают из-за неравномерного распределения нагрузок.
Изоляция металла от стекла. Никогда не допускайте прямого контакта металлического крепежа или каркаса со стеклом. Разница в коэффициентах теплового расширения (КТР) металла и стекла при нагреве на солнце может создать локальное напряжение, достаточное для разрушения. Всегда используйте силиконовые прокладки, EPDM-уплотнители или пластиковые втулки.
Зазоры на расширение. При установке стекла в раму или паз необходимо оставлять технологический зазор (минимум 3-5 мм с каждой стороны), заполняемый эластичным герметиком. Жесткая фиксация «внатяг» недопустима.
Существует определенная неопределенность в поведении стекла при экстремальных локальных ударах в зону отверстия. Хотя статические нагрузки рассчитываются с запасом, динамический удар точечным предметом (например, инструментом) в край отверстия может стать инициирующим фактором разрушения. Рекомендуется предусматривать защитные элементы или кожухи в зонах потенциального механического воздействия.
Заключение
Выбор и применение высококачественного закалённого стекла нестандартной формы открывает широкие возможности для реализации смелых инженерных и дизайнерских решений. От надежных смотровых окон в агрессивных промышленных средах до элегантных элементов интерьера — этот материал доказал свою эффективность в 2026 году. Однако успех проекта напрямую зависит от соблюдения технологических дисциплин на этапах проектирования, резки и термообработки.
Понимание ограничений по радиусам, допускам и методам крепления позволяет избежать дорогостоящих ошибок. Доверяя производство проверенным партнерам с современным парком оборудования и строгой системой контроля качества, вы получаете продукт, который сочетает в себе максимальную безопасность, долговечность и эстетическую привлекательность.
Готовы обсудить ваш проект? Наши инженеры готовы провести аудит ваших чертежей, рассчитать оптимальную толщину стекла и предложить наиболее экономичное решение для серии любой сложности.
Свяжитесь с нами для получения технической консультации и коммерческого предложения:





