
-


-


-



WeChat
-
WeChat


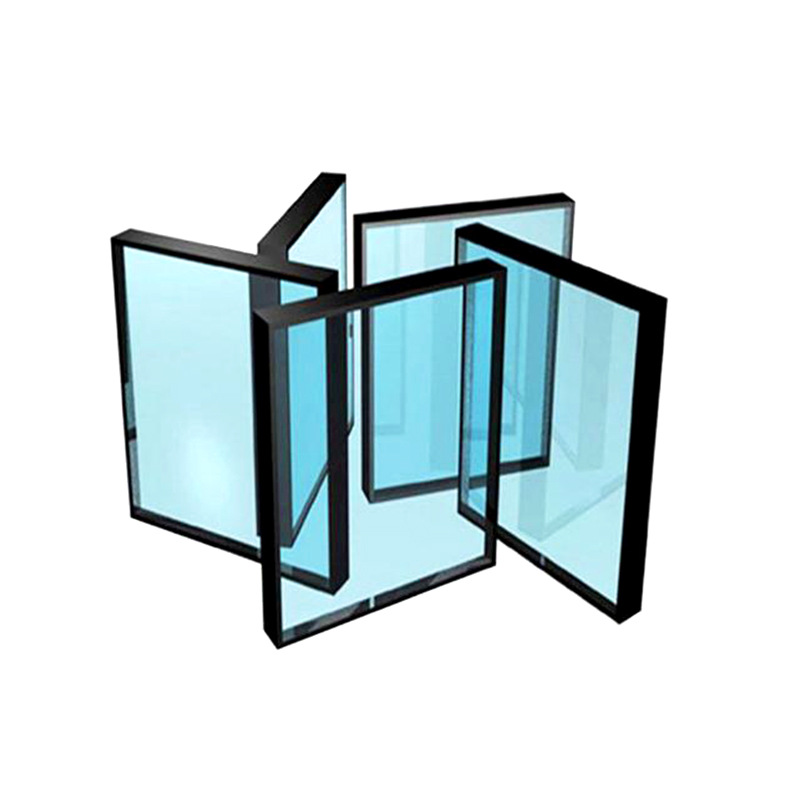
Технические характеристики ведущей стеклянной пластины
Когда говорят о технических характеристиках ведущей стеклянной пластины, многие сразу лезут в спецификации — толщина, размеры, оптические искажения. Но по опыту, часто упускают главное: как эти цифры ведут себя в реальном производственном цикле, под нагрузкой, при резких перепадах температур в печах. Вот об этом и хочу порассуждать, отталкиваясь от конкретных кейсов, в том числе с нашими поставщиками вроде ООО Внутренняя Монголия Янь Ян Промышленность И Торговля.
Толщина и калибр: не просто цифра, а вопрос стабильности
Возьмем, к примеру, номинальную толщину в 4 мм. По ГОСТу или EN допуск может быть ±0.2 мм, и многие заказчики считают, что этого достаточно. Но когда ведущая стеклянная пластина идет в конвейер высокоточного ламинирования, даже колебания в 0.1 мм могут вызвать проблемы с вакуумным прижимом — появляются так называемые ?воздушные дорожки? по краям. Мы с этим столкнулись лет пять назад, используя пластины от одного регионального завода. Проблема была не в среднем значении, а в разбросе внутри одной партии: где-то 3.9 мм, где-то 4.1. Стабильность калибра — вот что критично.
Сейчас работаем с материалами от ООО Внутренняя Монголия Янь Ян Промышленность И Торговля — они как раз делают упор на контроль именно этого параметра на всех этапах резки и шлифовки. Не буду говорить, что у них идеально, но подбор шихты и настройки печи явно ориентированы на минимизацию внутренних напряжений, которые потом и выливаются в разную толщину после отжига. Это видно по тому, как пластина ведет себя при последующей термической обработке — меньше коробления.
Кстати, их сайт https://www.yanyanggongmao.ru не пестрит пустыми маркетинговыми фразами, там есть конкретные графики по допускам для разных типов стекла. Это редкость. Многие производители, особенно те, кто позиционирует себя как ?ведущие?, дают красивые цифры в брошюрах, а в реальности партия ?плавает?. Здесь же чувствуется, что технические характеристики ведущей стеклянной пластины — это не просто раздел в паспорте, а часть производственной культуры.
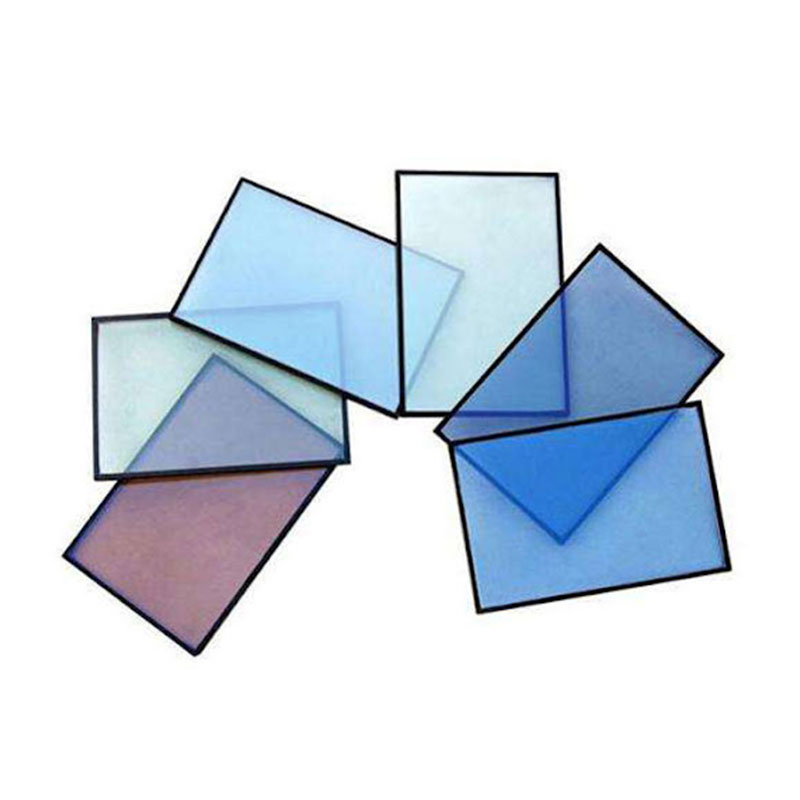
Химическая стойкость и поверхностные дефекты: невидимая угроза
Оптическое качество — это первое, что проверяют. Но есть параметр, который часто всплывает уже постфактум — химическая стойкость поверхности. Речь не только о щелочах или кислотах, а, скажем, о реакции на моющие средства, которые используются при очистке линии перед нанесением функциональных покрытий. Была история, когда матовые пятна появились после стандартной промывки щелочным раствором. Оказалось, что в составе стекла был повышенный процент оксида натрия, что снизило химическую стойкость. Ведущая стеклянная пластина для архитектурного применения такого допускать не должна.
У Янъян в этом плане подход системный. Они не скрывают, что используют в шихте определенную долю доломита и магнезита для повышения именно химической инертности поверхности. Это не волшебство, а просто более дорогое сырье, но оно окупается на этапе дальнейшей обработки. Особенно это важно для стекла, которое потом будет тонироваться или покрываться низкоэмиссионными слоями — любая нестабильность поверхности ведет к отслоениям.
Еще один момент — микроскопические царапины от транспортировки или укладки. Их часто не видно при приемке, но они становятся центрами распространения трещин при термическом упрочнении. Мы выработали правило: проверять не выборочно, а первую и последнюю пластину в паллете. Именно они самые уязвимые. Янъян поставляет стекло в специальной сепарационной бумаге с низким абразивным коэффициентом — мелочь, но она показывает понимание проблемы на практике.
Термические свойства: где теория расходится с практикой в цеху
Коэффициент линейного расширения — все его знают, но не все учитывают, как он взаимодействует с материалом рамки или опорной конструкции в печи. Допустим, берем пластину для закалки. В теории, нужно равномерно нагреть до температуры выше Tg (температуры стеклования) и затем резко охладить. Но если теплопроводность самой пластины неравномерна из-за локальных изменений состава (так называемые ?струи? или ?свили?), то вместо равномерного напряжения получаем зоны с потенциальным разрушением.
Наш опыт с продукцией от ООО Внутренняя Монголия Янь Ян Промышленность И Торговля показал, что они уделяют внимание гомогенности расплава. Это видно по тому, как пластина проходит печь закалки — меньше брака на выходе из-за спонтанных трещин. Их технолог как-то пояснил, что у них стоит дополнительная система перемешивания расплава и контроль точек выработки. Для ведущей стеклянной пластины, которая потом будет использоваться в фасадном остеклении с высокими ветровыми нагрузками, это не просто ?техническая характеристика?, а вопрос безопасности.
Пробовали как-то сэкономить, взяв более дешевый вариант у другого поставщика для внутренних перегородок. Казалось бы, требования ниже. Но при фриттировании (нанесении керамической краски) та же неоднородность привела к разной усадке покрытия и появлению волн. Вернулись к проверенному варианту. Иногда кажется, что переплачиваешь за ?бренд?, но на деле — за предсказуемость поведения материала в неидеальных условиях цеха.
Геометрические допуски и проблема ?свободного размера?
Многие производители, особенно на рынке B2B, предлагают так называемые ?свободные размеры? — мол, нарежем под вашу задачу. Но здесь кроется ловушка. Допустим, вам нужна пластина 1500х2500 мм. Если геометрия (прямоугольность, перпендикулярность кромок) не выдержана, при стыковке в структурном фасаде возникнут щели или, наоборот, напряжения. Технические характеристики ведущей стеклянной пластины должны включать не только длину и ширину, но и отклонение от прямого угла, и плоскостность на всей площади.
У компании из Хух-Хото этот момент проработан. На их сайте в описании услуг обработки прямо указано, что для ответственных объектов они применяют контроль геометрии после каждой операции резки. Это не быстрый процесс, но он гарантирует, что пластина, заявленная как ведущая стеклянная пластина для вентилируемого фасада, точно сойдется с соседними на объекте.
Вспоминается проект, где мы как раз попали на эту проблему с другим поставщиком. Пластины вроде бы были по размеру, но при монтаже выяснилось, что диагонали ?гуляют? на 3-4 мм. Пришлось срочно перешлифовывать кромки на месте, что увеличило стоимость работ вдвое. Теперь всегда запрашиваем протоколы контроля геометрии, особенно для крупноформатных изделий. И здесь данные с yanyanggongmao.ru, где компания позиционирует себя как интегратор производства и обработки, вызывают больше доверия — видна сквозная ответственность за процесс.
Упаковка и логистика как часть технических характеристик
Казалось бы, причем тут упаковка? Но именно она определяет, в каком состоянии ведущая стеклянная пластина приедет на объект. Можно сделать идеальное стекло, но если оно упаковано в мягкую обрешетку и перевязано обычными стропами, в пути появятся микротрещины от вибрации. Мы перестали работать с поставщиками, которые экономят на угловых защитных элементах и использовании вакуумных присосок при погрузке.
У Янъян, судя по отгрузкам, подход к упаковке — часть технического задания. Жесткая рама из профиля, фиксация пластин силиконовыми прокладками в нескольких точках, а не только по краям, маркировка, указывающая на зоны повышенной хрупкости. Это говорит о том, что они мыслят не только до ворот завода, но и до момента монтажа. Для компании, которая, как указано в ее описании, объединяет производство, обработку и торговлю, такой сквозной контроль логичен.
Был у нас печальный опыт, когда партия стекла для солярия пришла с повреждениями именно из-за неправильной укладки в контейнере. Потеряли время, деньги, репутацию. С тех пор упаковка для нас — такой же важный параметр, как и коэффициент пропускания света. И когда видишь, что поставщик это понимает (как в случае с ООО Внутренняя Монголия Янь Ян Промышленность И Торговля), это добавляет баллов к его ?ведущему? статусу не на бумаге, а в реальной работе.
Вместо заключения: почему ?ведущая? — это не про маркетинг, а про предсказуемость
Подводя черту, хочу сказать, что технические характеристики ведущей стеклянной пластины — это не список свойств, а комплекс гарантий ее поведения в реальных, далеких от лабораторных, условиях. Толщина, химическая стойкость, термическая стабильность, геометрия — все это должно быть не просто ?в норме?, а стабильно от партии к партии.
Работая с такими поставщиками, как ООО Внутренняя Монголия Янь Ян Промышленность И Торговля, видишь, что их принцип ?качество превыше всего? — это не лозунг на сайте, а конкретные решения: от подбора шихты до конструкции упаковочной рамы. Они, будучи крупным игроком в своем регионе, понимают, что их роль — обеспечивать не просто материал, а надежное звено в цепочке своих клиентов.
Поэтому, когда в следующий раз будете выбирать ведущую стеклянную пластину, смотрите не только на сертификаты. Поинтересуйтесь, как контролируется калибр на линии, какие допуски по геометрии они реально выдерживают, как упаковывают хрупкий груз. И, возможно, как и нам, вам будет проще работать с теми, кто сам прошел весь путь от печи до строительной площадки и знает, где в этом пути скрыты подводные камни. Это и есть настоящая техническая характеристика — не цифра в паспорте, а отсутствие сюрпризов на объекте.
Соответствующая продукция
Соответствующая продукция
Самые продаваемые продукты
Самые продаваемые продукты-
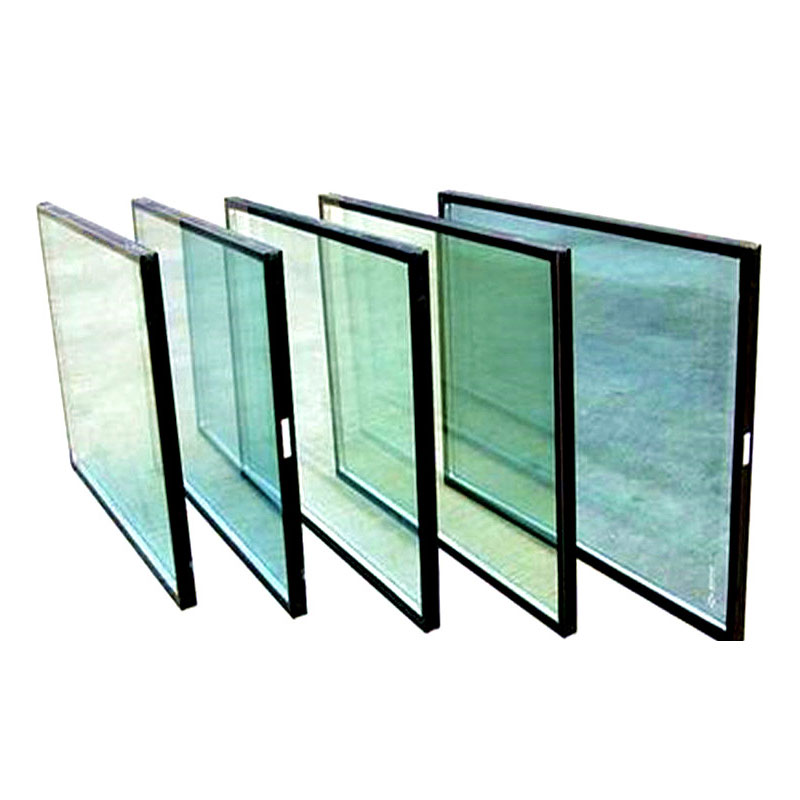 Низкоэмиссионное полое стекло
Низкоэмиссионное полое стекло -
 Закаленное стекло нестандартной формы
Закаленное стекло нестандартной формы -
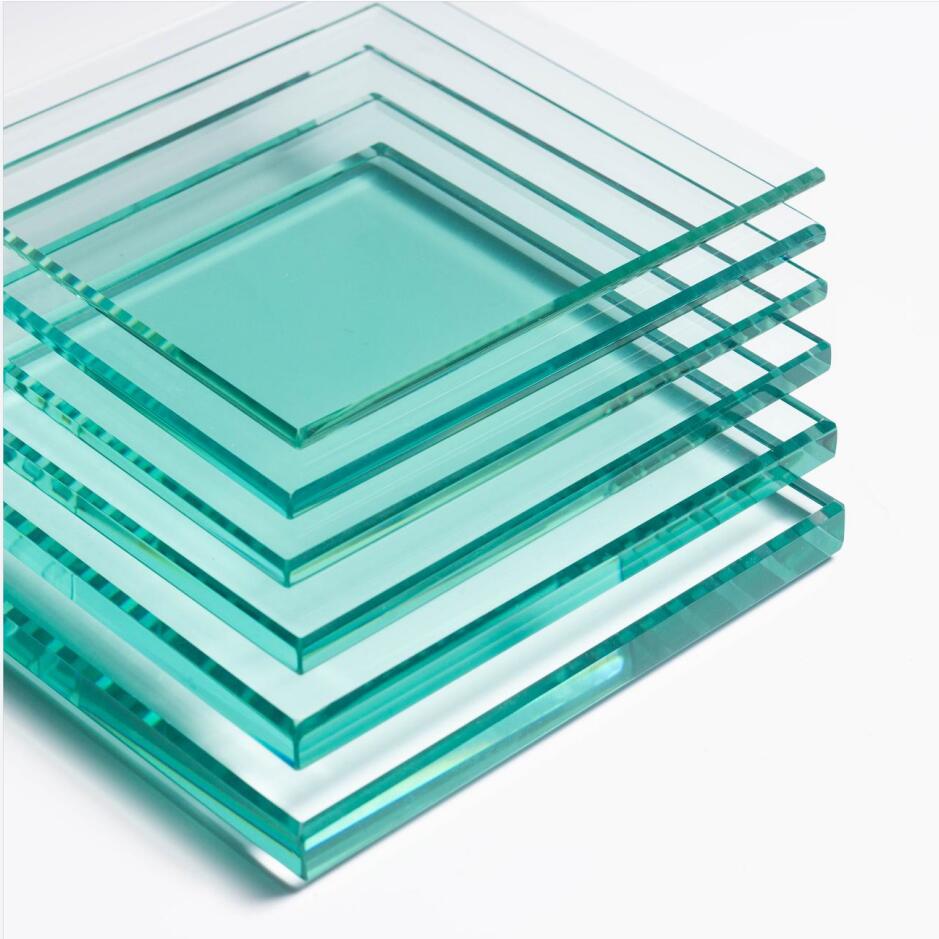 Флоат-стекло
Флоат-стекло -
 Ультрапрозрачное стекло
Ультрапрозрачное стекло -
 Обычное полое стекло
Обычное полое стекло -
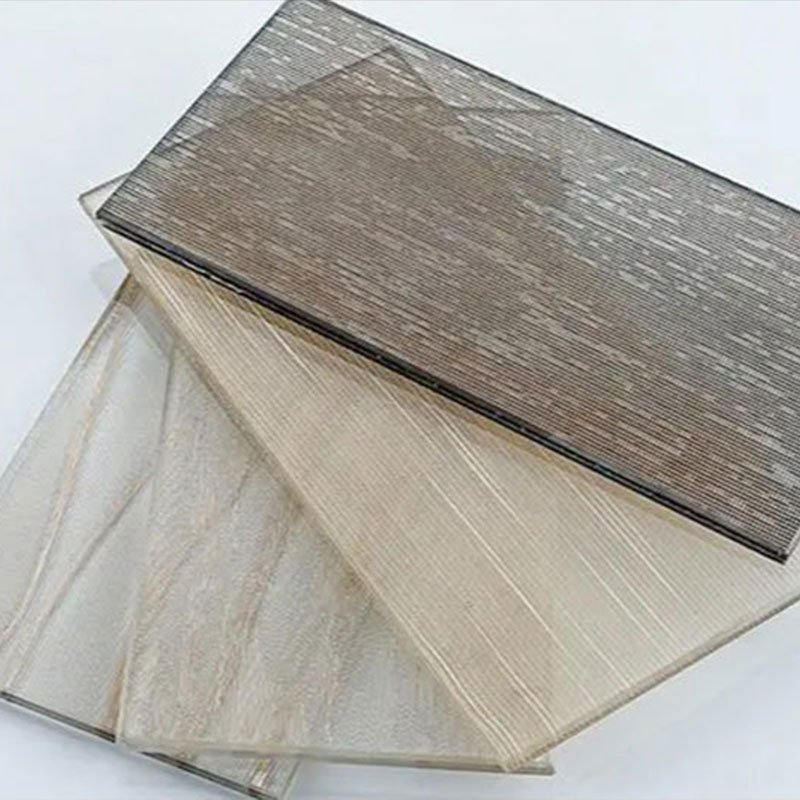 Стекло с проволочной сеткой
Стекло с проволочной сеткой -
 Многослойное стекло с покрытием
Многослойное стекло с покрытием -
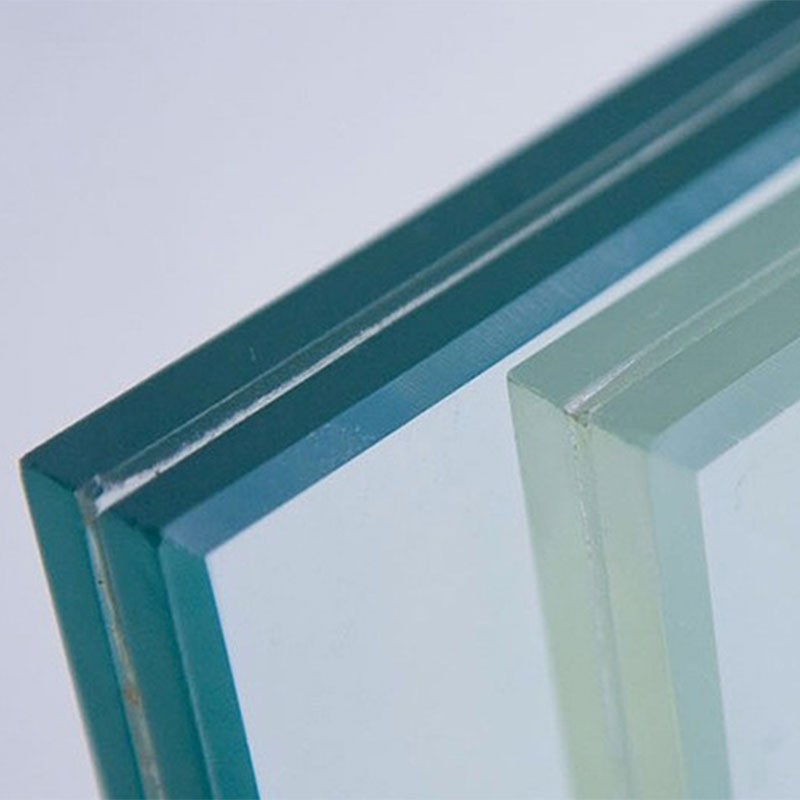 Ламинированное стекло
Ламинированное стекло -
 Изогнутое закаленное стекло
Изогнутое закаленное стекло -
 Огнестойкое стекло
Огнестойкое стекло -
 Стекло с регулировкой яркости
Стекло с регулировкой яркости -
 Суперпрозрачное закаленное стекло
Суперпрозрачное закаленное стекло
Связанный поиск
Связанный поиск- Ведущий покупатель плоского стекла
- Процесс производства флоат-стекла в Китае
- Производители правильных стеклопакетов
- ламинированное закаленное стекло
- Купить монтаж двойного остекления
- Превосходные поверхности из закаленного стекла
- Купить лист бесцветного стекла
- Дешевая установка двойного остекления
- Поставщики оргстекла гост 10667 90
- двойной стеклопакет