
-


-


-



WeChat
-
WeChat


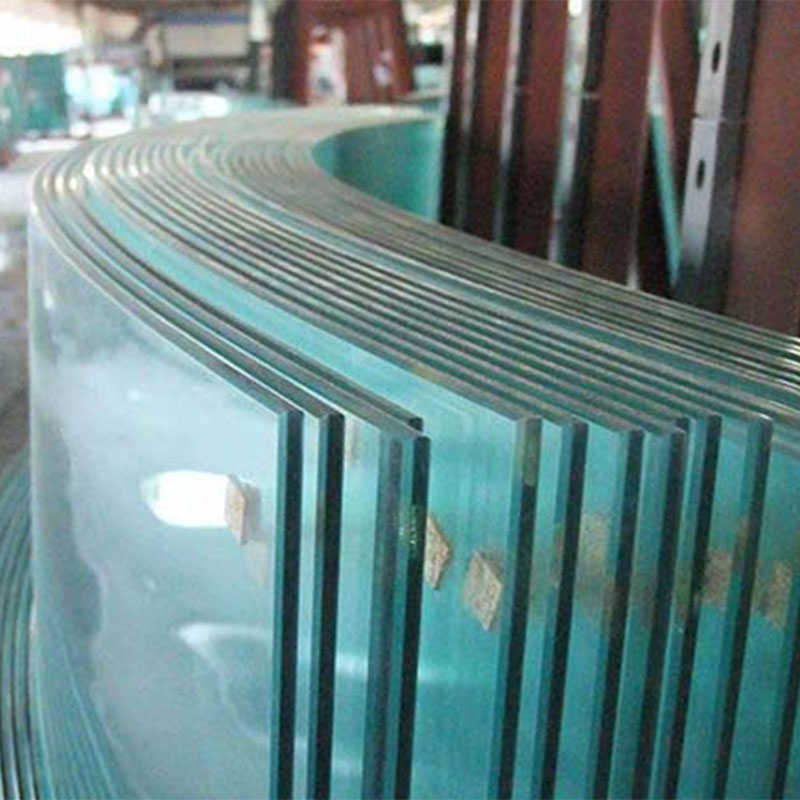
Оптовая продажа закаленного стекла нестандартной формы
Когда слышишь ?оптовая продажа закаленного стекла нестандартной формы?, многие сразу представляют просто резку по кривой линии. На деле же — это целая цепочка технических компромиссов, где каждый миллиметр отклонения от прямоугольника умножает риски. Самый частый запрос клиентов — ?хочу сложную форму, но чтобы было как обычное стекло, и дешево?. Вот тут и начинается практика.
Что на самом деле скрывается за ?нестандартной формой?
В нашей работе под нестандартной формой мы понимаем не просто скругленные углы. Это могут быть овалы, многоугольники с нестандартными углами, фигуры с внутренними вырезами, например, под коммуникации, или составные элементы для сложных фасадов. Ключевой момент — радиус закругления. Для закаленного стекла он строго регламентирован. Попробуй сделать меньше минимального — трещина при закалке гарантирована. Часто объясняешь это клиенту, когда он приносит дизайнерский эскиз с острыми ?кинжальными? изгибами.
Еще один нюанс — отверстия. Отверстия под крепеж в закаленном стекле должны быть сделаны до процесса закалки, и их расположение, диаметр, расстояние от края — все это имеет жесткие нормы. Был случай, когда для одного торгового центра делали стеклянные полки сложной волнообразной формы с множеством отверстий под подсветку. Пришлось делать три технологические пробные партии, чтобы подобрать режим закалки, при котором напряжения распределялись равномерно и стекло не лопалось вокруг отверстий. Это время и ресурсы, которые в оптовой партии просто ?размазываются? по стоимости, но в мелкой партии могут стать критичными.
Поэтому первое, что мы делаем в ООО Внутренняя Монголия Янь Ян Промышленность И Торговля при обсуждении проекта — не расчет стоимости, а технический аудит макета. Иногда проще и надежнее предложить клиенту склеить сложную форму из нескольких закаленных элементов, чем пытаться закалить монолит. На сайте yanyanggongmao.ru мы не просто выкладываем каталог, а стараемся через описания донести эти подводные камни, но живое обсуждение всегда эффективнее.
Логистика и упаковка: где теряется маржа
Если с производством все более-менее ясно, то оптовая продажа упирается в два практических вопроса: как это упаковать и как перевезти. Стандартные стеклопакеты прямоугольные, их можно ставить в стопу. Нестандартные формы, особенно выпуклые или с выступами, требуют индивидуальных кассет или контурных прокладок из пенополистирола. Это увеличивает стоимость упаковки, а главное — объем. Фура, которая везет 100 кв. м прямоугольного стекла, может увезти только 60-70 ?нестандарта? из-за пустот в упаковке.
Мы в Хух-Хото наработали свой подход. Для постоянных крупных клиентов, например, для фасадных компаний из Москвы, которые заказывают партии сложных треугольных элементов для атриумов, мы изготавливаем многоразовые деревянные контейнеры-рамы. Да, первоначальные вложения выше, но за три-четыре отгрузки они окупаются за счет сохранности товара и оптимизации пространства. Для разовых заказов используем плотный картон и угловые профили с фиксацией каждого элемента. Потери при транспортировке удалось снизить до минимума, но путь к этому был через несколько неприятных инцидентов с битым стеклом на приемке.
Важный момент — документация. К каждой позиции в отгрузке должен быть не только паспорт качества на закалку, но и подробная схема раскроя с указанием ориентации элемента (?верх?, ?фасадная сторона?). Когда на объекте разгружают 200 разных по форме стекол, без четкой маркировки начинается хаос. Мы перешли на лазерную маркировку с номером позиции прямо на стекле — мелко, в углу, но это спасает монтажников от головной боли.
Ценообразование: почему ?нестандарт? не может стоить как ?стандарт?
Здесь клиенты чаще всего недовольны. Объясняю на пальцах: лист стекла на складе — это прямоугольник. Чтобы вырезать из него сложную фигуру, программа раскроя оптимизирует расположение, но отходы все равно будут значительно выше. Иногда полезный выход падает с 85% до 60%. Эти отходы — не переплавленное сырье, это прямые убытки, которые закладываются в стоимость.
Второе — время оборудования. Автоматическая линия резки для прямоугольников работает почти без остановки. Для сложного контура нужна или более медленная точная резка на ЧПУ, или, после черновой резки, дополнительная обработка кромки — фрезеровка, шлифовка. Каждая дополнительная операция — это часы работы станка и оператора.
И третий, главный фактор — закалка. Камеры закалки рассчитаны на равномерный прогрев. Стекло сложной формы прогревается неравномерно: тонкие ?лепестки? нагреваются быстрее, массивные части — медленнее. Чтобы избежать деформации или разрушения, технолог вручную подбирает программу, иногда делая ?холодные? прогоны без закалки. Это риск и время. Поэтому минимальная партия для экономически целесообразного производства закаленного стекла нестандартной формы — вопрос ключевой. Мелкий заказ в 5 кв. м может стоить в 2-3 раза дороже квадратного метра в большой партии. На это мы всегда обращаем внимание при общении на yanyanggongmao.ru.
Кейс из практики: фасад для бизнес-центра
Хочу привести пример, который хорошо иллюстрирует всю цепочку. Был заказ на остекление фронтона бизнес-центра — нужны были ромбовидные панели со скругленными вершинами, часть из которых — открывающиеся створки. Заказчик изначально хотел просто гнутое стекло, но после расчетов на ветровую нагрузку стало ясно, что нужно именно закаленное стекло.
Проблемы начались с креплений. Точки крепления створок попадали как раз на зоны скругления. Пришлось совместно с производителем фурнитуры перепроектировать кронштейны, чтобы перенести нагрузку на прямые участки. Потом выяснилось, что на некоторых элементах требуется декоративная шелкография по контуру. Печать нужно было наносить до закалки, а маска для нестандартной формы — отдельная стоимость.
Самое сложное было в логистике. Элементы были хрупкие из-за острых углов, и упаковать их пришлось практически поштучно. В итоге проект был реализован, но его рентабельность для нас была под вопросом. Выводы сделали: теперь для таких комплексных задач мы на старте предлагаем не просто цену за кв. м, а технико-коммерческое предложение с постадийной калькуляцией и выделением рисков. Это честнее и прозрачнее для всех.
Будущее направления: автоматизация против гибкости
Сейчас много говорят про автоматизацию и BIM-моделирование. Да, это упрощает проектирование. Но когда речь идет именно об оптовых партиях нестандартного стекла, машина не заменит опыт технолога. Программа может рассчитать раскрой, но не сможет предугадать, как поведет себя конкретная парсия стекла (допустим, с минимальным допустимым по ГОСТу отклонением по толщине) в печи при вырезании такой формы.
Наше предприятие, как комплексное производство, находящееся в Хух-Хото, видит свой путь в гибридном подходе. Резка и обработка кромок — максимально автоматизированы. А вот этап подготовки техкарты на закалку, контроль качества после печи — это всегда зона ответственности конкретного человека, который помнит, что было с похожим элементом полгода назад.
Спрос на нестандартную форму растет, архитекторы все чаще уходят от прямоугольных grids. Но основа надежности — это не гонка за самой сложной формой, а умение просчитать ее жизненный цикл: от резки до монтажа и эксплуатации. Именно на этом принципе — ?качество превыше всего, обслуживание — в основе? — и строится работа ООО Внутренняя Монголия Янь Ян Промышленность И Торговля. В конечном счете, успех в оптовой продаже такого капризного продукта определяется не объемами в прайсе, а количеством успешно завершенных сложных проектов, где стекло, сделанное нами, стоит на объекте и не создает проблем. Все остальное — просто технология.
Соответствующая продукция
Соответствующая продукция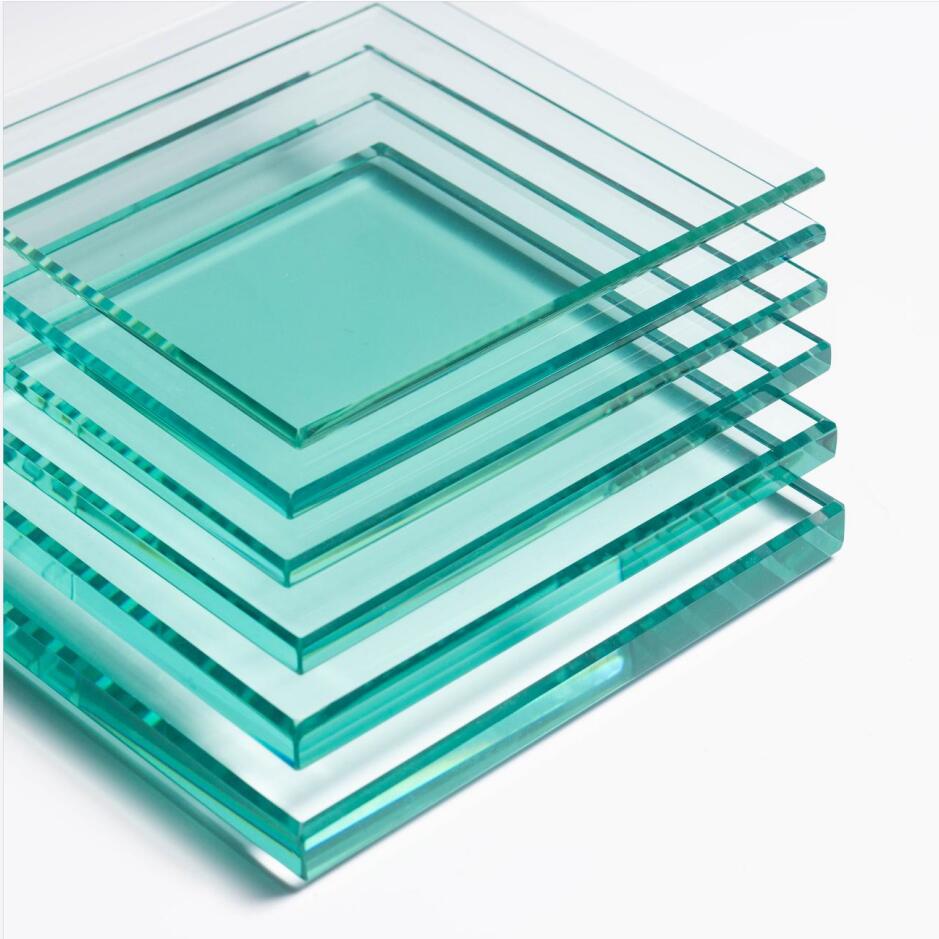

Самые продаваемые продукты
Самые продаваемые продукты-
 Ультрапрозрачное стекло
Ультрапрозрачное стекло -
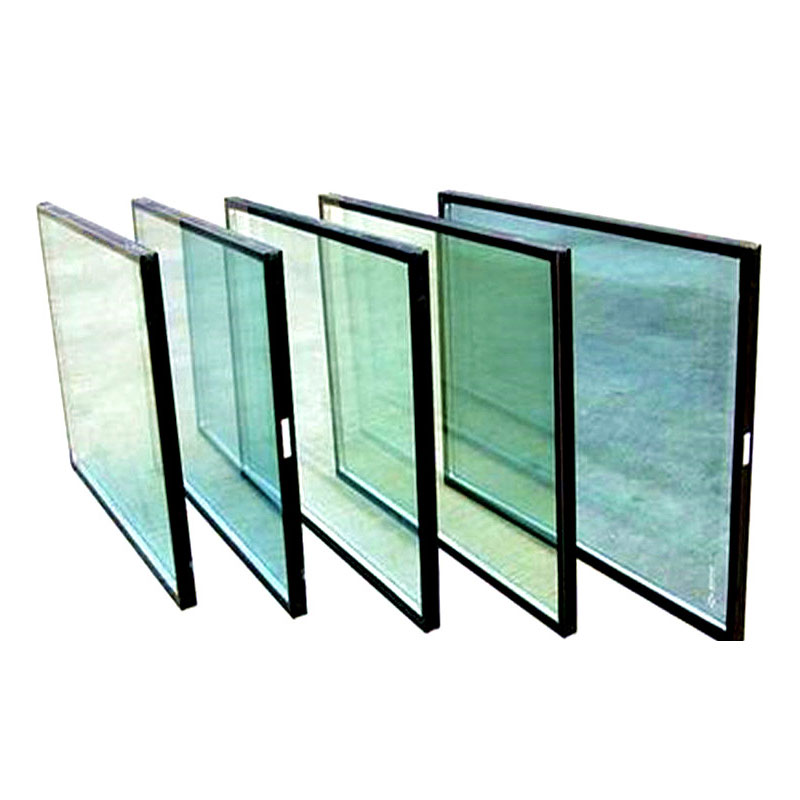 Низкоэмиссионное полое стекло
Низкоэмиссионное полое стекло -
 Закаленное стекло нестандартной формы
Закаленное стекло нестандартной формы -
 Стекло с вставками
Стекло с вставками -
 Огнестойкое стекло
Огнестойкое стекло -
 Изогнутое закаленное стекло
Изогнутое закаленное стекло -
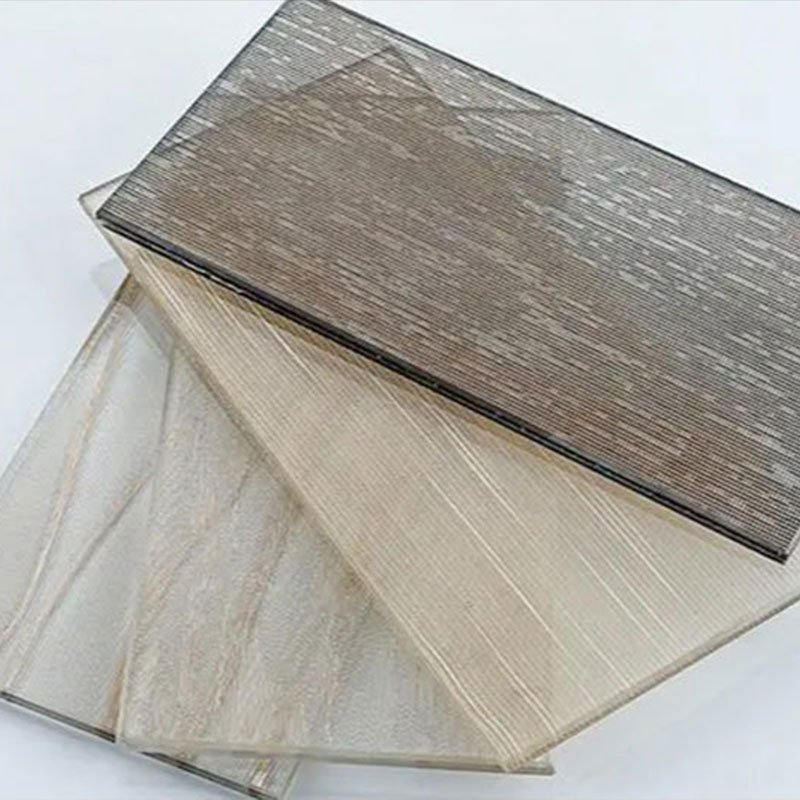 Стекло с проволочной сеткой
Стекло с проволочной сеткой -
 Стекло с регулировкой яркости
Стекло с регулировкой яркости -
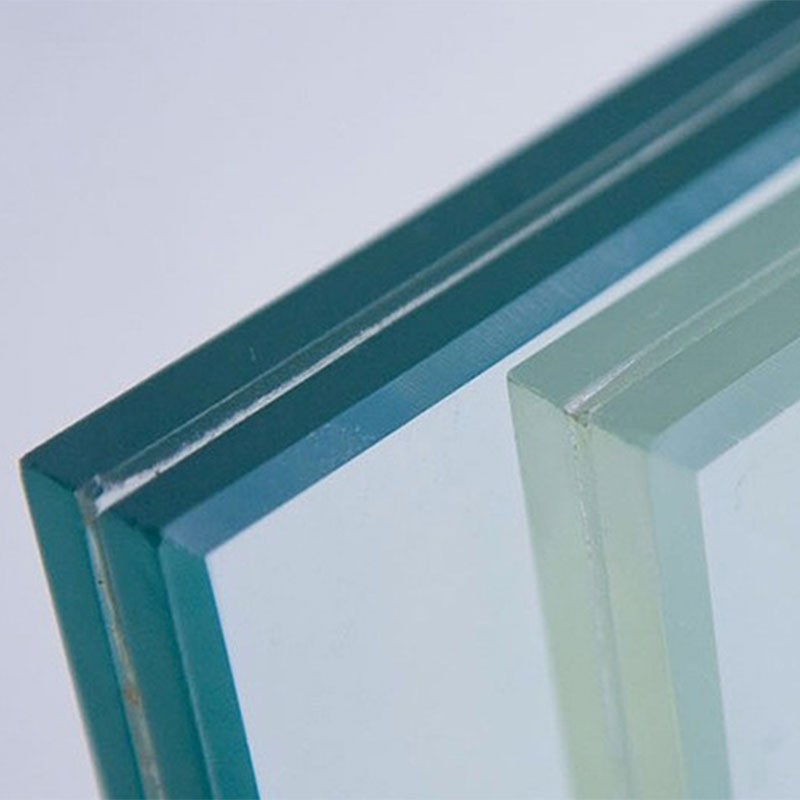 Ламинированное стекло
Ламинированное стекло -
 Суперпрозрачное закаленное стекло
Суперпрозрачное закаленное стекло -
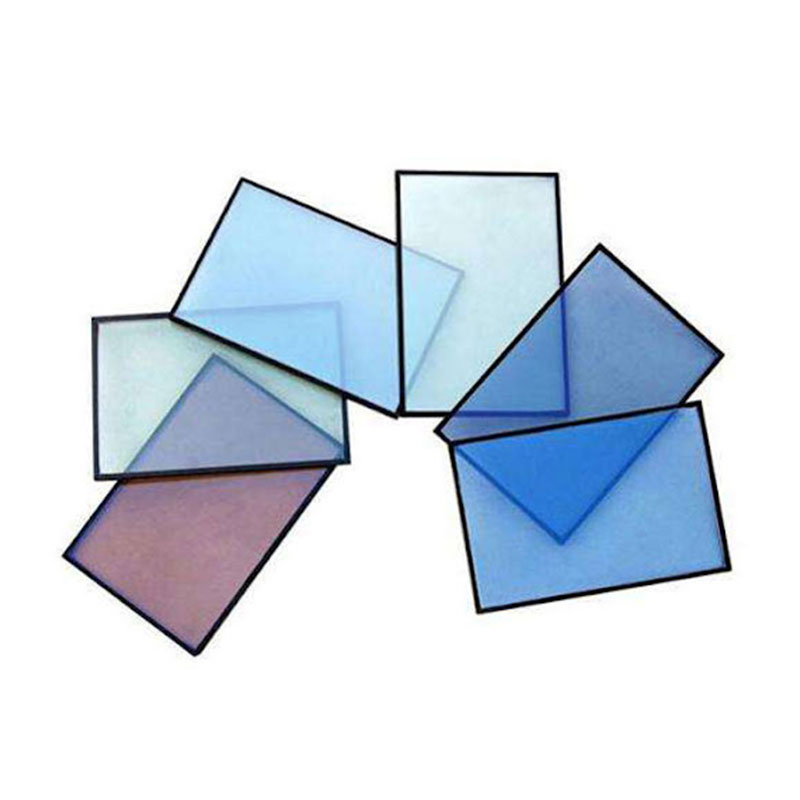 Многослойное стекло с покрытием
Многослойное стекло с покрытием -
 Обычное полое стекло
Обычное полое стекло
Связанный поиск
Связанный поиск- Дешевые 32-слойные стеклопакеты
- 32-слойные стеклопакеты из Китая
- Купить закаленное стекло холодильник
- Превосходная стеклянная пластина
- Оптовая толщина двойного остекления
- Купить лист стекла 4 мм
- Поставщики толщины закаленного стекла
- Производители створок с двойным остеклением
- толщина листового стекла
- Изогнутое закаленное стекло в Китае