
-


-


-



WeChat
-
WeChat


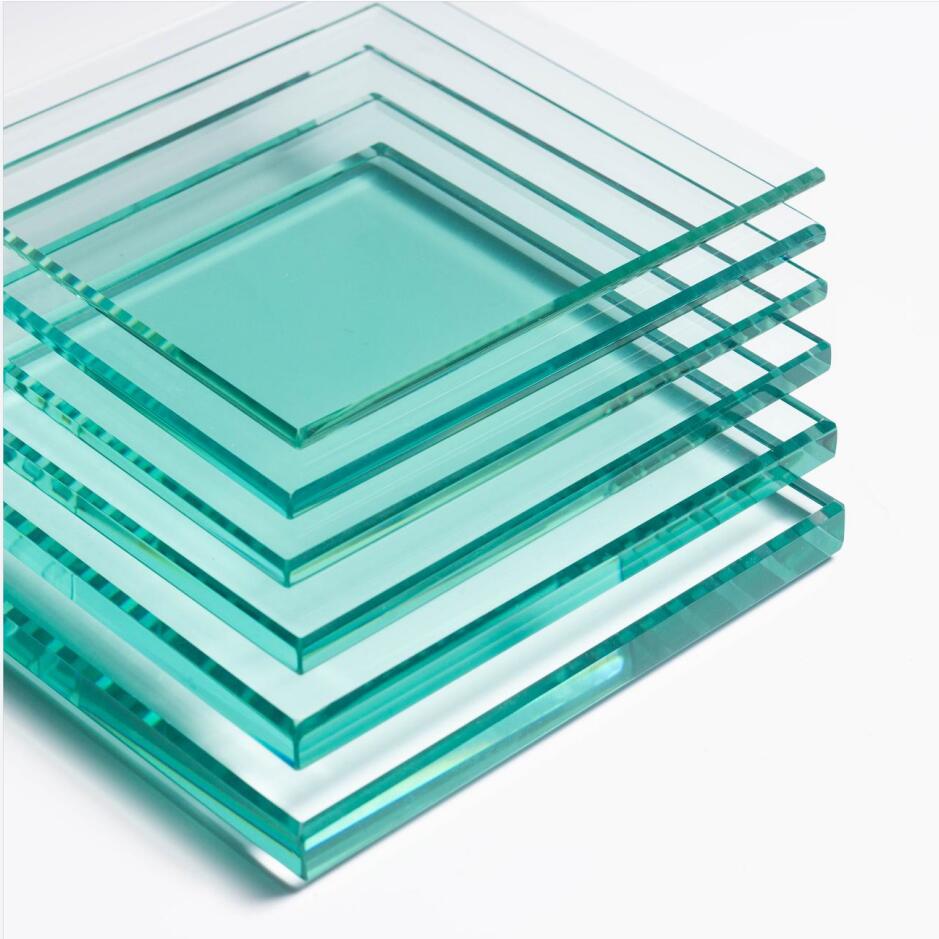
Ведущий лист закаленного стекла
Когда слышишь 'ведущий лист закаленного стекла', многие, даже в отрасли, сразу думают о чем-то вроде контрольного образца или просто о первом листе из печи. Это распространённое, но довольно поверхностное понимание. На практике, особенно на таких производствах полного цикла, как наше — ООО 'Внутренняя Монголия Янь Ян Промышленность И Торговля', — этот термин несёт гораздо больше операционной и качественной нагрузки. Это не просто лист, это, можно сказать, 'настроечный' лист для всей последующей партии, от которого зависит, уйдёт ли в отходы полпечи материала или мы получим стабильный продукт.
Разбираемся в сути: не только порядковый номер
Итак, ведущий лист. В нашем цеху в Хух-Хото это всегда первый лист в новой партии, который отправляется в печь закалки после смены режимов, замены роликов или просто в начале рабочей смены. Но ключевое — его функция. Мы его не просто маркируем. Мы его ведущий лист закаленного стекла подвергаем полному циклу испытаний: проверка на оптические искажения (тем же методом теней на просвет), замер твёрдости поверхностной и глубинной, тест на ударную вязкость. Если он проходит — можно запускать поток. Если нет — ищем причину: может, температура в зоне нагрева 'поплыла', может, система обдува дала сбой.
Здесь часто возникает нюанс с разнотолщинностью исходного сырья. Даже у одного поставщика стекло-сырец может иметь микроколебания по толщине в пределах допуска. И вот этот самый первый ведущий лист как раз и показывает, как наша печь справляется с этой конкретной 'лентой'. Мы смотрим, не появились ли продольные полосы (эффект 'лодочки') после закалки — верный признак неравномерного нагрева. Однажды из-за этого мы чуть не отгрузили партию для фасада, хорошо, мастер с опытом вовремя заметил лёгкую волну на ведущем листе.
Поэтому в нашей компании, которая объединяет и производство, и обработку, этот лист — ещё и точка принятия решения для дальнейших этапов. Допустим, этот лист пойдёт на резку и фрезеровку под конкретный остеклённый козырьк. Если его геометрия после закалки не идеальна (а она редко бывает идеальной), технологи сразу корректируют параметры резки под эту партию, чтобы компенсировать возможные микродеформации. Это экономит кучу времени и материала на стадии обработки.
Практические сложности и 'подводные камни'
В теории всё гладко, но на практике с ведущим листом связано большинство авралов. Самый частый кошмар — когда он проходит все тесты, партия запущена, а на третьем-четвёртом листе вдруг появляется сетка микротрещин. Значит, проблема была не в режиме, а, например, в локальном перегреве где-то в середине печи, который на первом листе не успел проявиться. Приходится останавливать линию, охлаждать, искать причину. В такие моменты понимаешь, что ведущий лист закаленного стекла — это не панацея, а скорее необходимый, но недостаточный контроль.
Ещё один момент — человеческий фактор. Бывало, оператор, чтобы побыстрее запустить поток, формально проверял лист 'на глазок', пропускал лёгкий оптический дефект. А потом вся партия уходила с едва заметным, но для премиального объекта неприемлемым, искажением. После такого случая мы ужесточили протокол: ведущий лист проверяет старший смены лично, и ставит на нём не просто маркер, а свой штамп. Ответственность стала конкретнее.
Отдельная история — логистика этого листа в рамках полного цикла. У нас на сайте https://www.yanyanggongmao.ru мы позиционируем комплексные решения. Так вот, иногда для крупного заказа, например, на стеклянные ограждения для торгового центра, мы изготавливаем не один ведущий лист, а мини-партию из 3-4 листов. Их все закаливают в одном цикле, но затем отправляют на разные виды обработки: один на засверловку, другой на моллирование, третий на заливку в триплекс. И сравниваем результаты. Это дороже, но для ответственных объектов это страховка. Такой подход как раз вырос из нашего принципа 'качество превыше всего'.
Взаимосвязь с сырьём и оборудованием
Качество ведущего листа на 50% зависит от исходного стекла. Мы работаем с разными поставщиками, и для каждого типа — флоат-стекло определённой марки, с низким содержанием железа или, наоборот, окрашенное в массе — параметры закалки будут плавать. Поэтому у нас в ООО 'Внутренняя Монголия Янь Ян Промышленность И Торговля' есть своя внутренняя база данных: под каждый тип сырья от каждого завода-поставщика мы эмпирически вывели 'золотые' настройки печи. И ведущий лист служит финальной проверкой, что сегодняшняя партия сырца соответствует паспортным данным.
Оборудование, конечно, решает. Но даже на хорошей печи немецкой сборки со временем изнашиваются ролики конвейера. Микроскопические неровности на них могут оставить на горячем стекле следы, которые после закалки превратятся в зоны внутреннего напряжения. Ведущий лист, особенно его кромки, которые контактируют с роликами, — лучший индикатор этой проблемы. Мы научились 'читать' эти кромки как книгу: если есть едва уловимые точечные сколы — пора заказывать техобслуживание роликовых узлов.
Интересный практический кейс был с матовым стеклом. Клиенту нужно было закалённое стекло с кислотным матированием. Сначала мы по стандартной логике сделали матирование, а потом попытались закалить готовый лист. Результат на ведущем листе был ужасен — поверхность пошла 'апельсиновой коркой'. Пришлось пересматривать процесс. Оказалось, правильная последовательность — сначала закалка, потом матирование. И для новой технологии опять же пришлось через испытания на ведущем листе подбирать температуру и время травления, чтобы не повредить закалённый слой. Теперь это наш ноу-хау для декоративных изделий.
Экономика процесса: почему это важно для бизнеса
Может показаться, что возня с одним листом — это лишние затраты времени. Но давайте посчитаем. Одна печь у нас за цикл загружает, условно, 20 листов формата 3м на 2м. Стоимость сырья, энергии, трудозатрат. Если пропустить дефект и вся партия уйдёт в брак — это прямые убытки. А если этот брак вскроется на объекте у клиента — это ещё и репутационные потери. Поэтому те 40-60 минут, которые мы тратим на тщательную проверку и испытания ведущего листа, — это самая дешёвая страховка в нашем процессе.
Более того, для торгового направления нашей компании этот процесс — мощный аргумент для клиентов. Когда к нам приходят с проектом, мы можем не просто показать сертификаты, а наглядно объяснить, как именно мы контролируем каждый миллиметр стекла, начиная с этого самого первого листа. Для архитекторов и строителей, которые устали от некондиции с полукустарных производств, это весомый довод. Мы даже иногда приглашаем ответственных заказчиков в цех, чтобы они сами увидели, как проходит проверка. Честность и прозрачность в этом вопросе всегда окупаются.
В итоге, наш подход к работе с ведущим листом закаленного стекла стал частью корпоративной культуры. Это не просто технологический этап, это философия 'проверь сначала на одном, чтобы не потерять всё'. С момента основания в 2018 году мы набили достаточно шишек, чтобы понять: в стекольном деле, где риски высоки, а материал капризен, нельзя полагаться на авось. Каждый ведущий лист — это маленький эксперимент, который задаёт тон всей последующей работе. И игнорировать его — значит, работать вслепую.
Взгляд в будущее: эволюция контроля качества
Сейчас мы постепенно внедряем цифровые методы анализа. Установили камеры высокого разрешения, которые снимают ведущий лист в поляризованном свете сразу после выхода из печи. Программа строит карту напряжений и сравнивает её с эталоном. Но, что интересно, даже самая умная программа пока не может заменить глаз опытного мастера, который видит ту самую 'неправильную' волну или оттенок. Поэтому, наверное, ещё долго ведущий лист будет оставаться и цифровым, и аналоговым артефактом нашего производства.
Планируем также использовать данные с ведущих листов для предиктивной аналитики оборудования. Если, допустим, три партии подряд ведущий лист показывает повышенное напряжение в левом углу — это сигнал для системы, что пора генерировать заявку на диагностику левой секции обдува. Так контроль качества превращается в инструмент умного обслуживания.
В конечном счёте, всё это работает на главную цель — предоставление клиентам надёжного, предсказуемого продукта. Будь то простое закалённое стекло для двери душевой кабины или сложный гнутый фасадный элемент. И именно этот, казалось бы, технический и скучный термин — 'ведущий лист закаленного стекла' — является одним из краеугольных камней в фундаменте того качества, которое мы как производитель и поставщик можем гарантировать. Не больше, но и не меньше.
Соответствующая продукция
Соответствующая продукция
Самые продаваемые продукты
Самые продаваемые продукты-
 Многослойное стекло с покрытием
Многослойное стекло с покрытием -
 Суперпрозрачное закаленное стекло
Суперпрозрачное закаленное стекло -
 Стекло с регулировкой яркости
Стекло с регулировкой яркости -
 Огнестойкое стекло
Огнестойкое стекло -
 Ламинированное стекло
Ламинированное стекло -
 Стекло с вставками
Стекло с вставками -
 Закаленное стекло нестандартной формы
Закаленное стекло нестандартной формы -
 Флоат-стекло
Флоат-стекло -
 Ультрапрозрачное стекло
Ультрапрозрачное стекло -
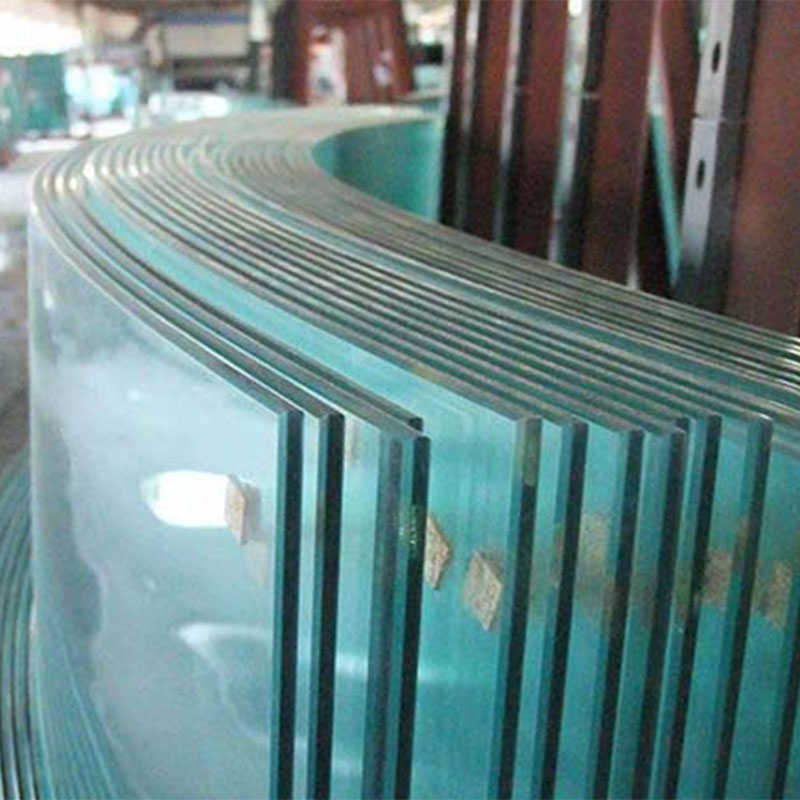 Изогнутое закаленное стекло
Изогнутое закаленное стекло -
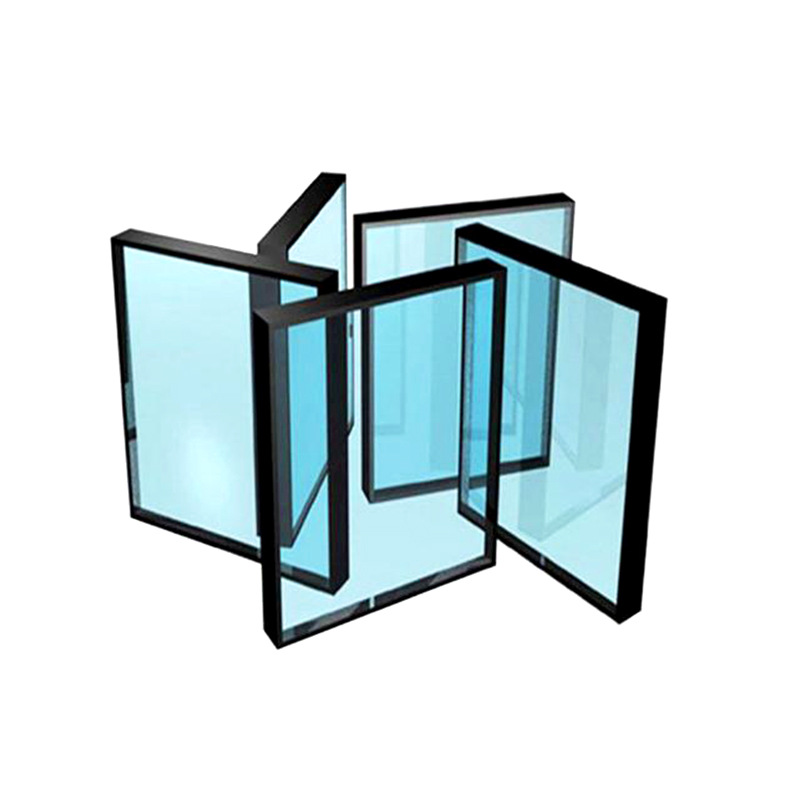 Обычное полое стекло
Обычное полое стекло -
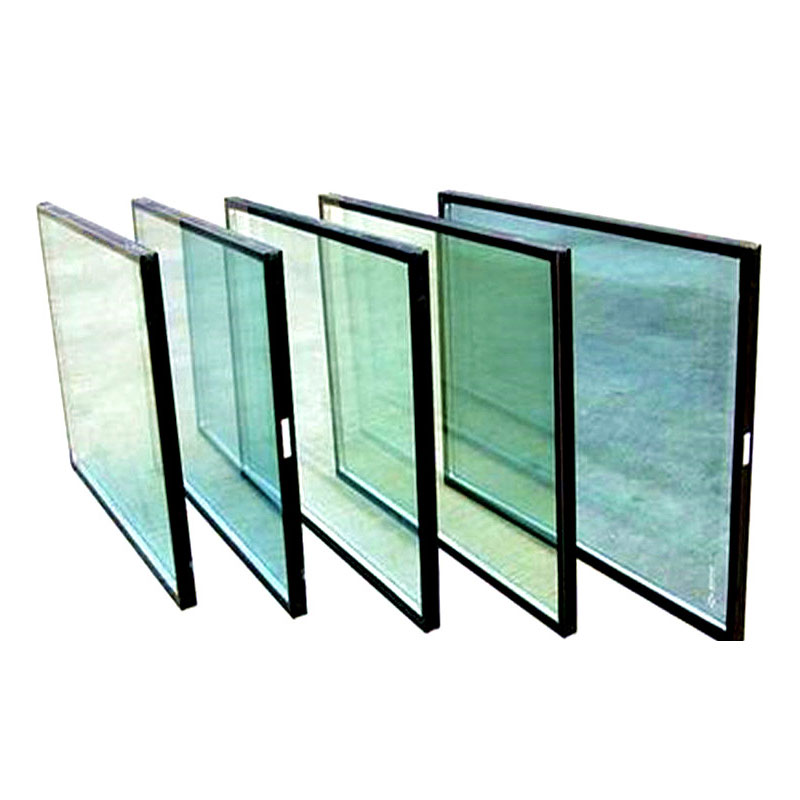 Низкоэмиссионное полое стекло
Низкоэмиссионное полое стекло
Связанный поиск
Связанный поиск- Поставщики безрамных стеклопакетов
- Производители ламинированного тройного остекления
- Китай закаленное стекло 5
- Обычное закаленное стекло из Китая
- Ведущий лист закаленного стекла
- Двойное остекление балконов в Китае
- Ведущие простые стеклопакеты
- плоское стекло по гост 2014 в китае
- Ведущие одинарные стеклопакеты
- стеклопакеты блоки