
-


-


-



WeChat
-
WeChat


Ведущие ванны для флоат-стекла
Когда говорят о ведущих ваннах для флоат-стекла, многие сразу представляют себе просто большой резервуар с расплавом. На деле же — это самый критичный узел, от которого зависит не только стабильность вытяжки ленты, но и сама возможность производства качественного стекла определённых марок. Ошибки в проектировании или материалах здесь фатальны.
Что на самом деле скрывается за термином
По своему опыту скажу, что ведущая ванна — это не монолит. Это сложная система, включающая сам корпус из огнеупора, систему подогрева, температурные зоны, аппаратуру для подачи и распределения шихты. Ключевая задача — обеспечить идеально гомогенный, химически однородный расплав с точной вязкостью перед зоной формирования. Если где-то будет ?мёртвая? зона или локальный перегрев — жди проблем с пузырями или свилями.
Частая ошибка новичков в отрасли — чрезмерный фокус на объёме ванны. Мол, чем больше, тем лучше для производительности. Это не всегда так. Слишком большая ванна без точного контроля температурных профилей ведёт к увеличению энергозатрат и риску расслоения расплава. Важна именно геометрия, конфигурация горелок и, что критично, материал футеровки. Некоторые наши китайские партнёры, например ООО Внутренняя Монголия Янь Ян Промышленность И Торговля, делают упор на подбор специфических огнеупоров для разных типов стекла — для натрий-кальциевого одно, для алюмосиликатного другое.
Загляну на их сайт yanyanggongmao.ru — да, они как раз позиционируют себя как комплексный поставщик решений, и это логично. Ванну нельзя рассматривать отдельно от всей линии. Их подход, объединяющий производство, обработку и торговлю, позволяет им видеть проблему целостно, что для технолога ценно. Они понимают, что плохая ванна убьёт качество на выходе, и вся их дальнейшая обработка стекла потеряет смысл.
Практические косяки и как их обходят
Расскажу про случай на одной из старых линий, где мы пытались нарастить выпуск тонкого стекла. Ванна была, в общем-то, приличная, но рассчитана на другие режимы. При повышении температуры вытяжки для увеличения скорости пошли локальные перегревы у боковых стенок. Это привело к ускоренной коррозии огнеупора и — что было хуже — к попаданию мелких включений корунда в ленту. Брак пошёл волнами.
Решение было не в капитальном ремонте, а в тонкой настройке. Пришлось полностью пересмотреть профиль нагрева, установить дополнительные экраны для защиты стенок от прямого пламени. Иногда проблема ведущей ванны решается не ?железом?, а алгоритмами. Но это если конструкция изначально была грамотной.
А вот когда сама конструкция порочна — тут только замена. Видел я ванны, где зона осветления была слишком короткой. Пузырь просто не успевал всплыть, и лента шла ?рябой?. Производитель тогда сэкономил на длине, посчитав, что главное — это зона варочного бассейна. Результат — постоянный брак и невозможность делать стекло для зеркал или мебельных фасадов высшего сорта.
Материалы: огнеупоры — это святое
Тут без компромиссов. Для разных зон ванны — разные материалы. Варочный бассейн — это, как правило, динасовые или муллитокорундовые блоки. Зона осветления и выработки — часто AZS (цирконовый корунд). Но и внутри этих классов есть десятки марок с разной стойкостью к коррозии, разным тепловым расширением.
Один поставщик предлагал нам ?универсальный? огнеупор для всей ванны, дешевле на 20%. Попробовали в зоне выработки — через полгода началась повышенная эрозия, появились риски протечки. Пришлось срочно останавливать линию. Сэкономили копейки, потеряли миллионы на простое и ремонте. Теперь работаем только с проверенными материалами, и требования к сертификатам — жёстчайшие.
Компании, которые серьёзно занимаются стеклом, как та же ООО Внутренняя Монголия Янь Ян Промышленность И Торговля, этот момент хорошо просекают. В их деятельности, объединяющей и производство, и торговлю, заложено понимание полного цикла. Они не станут рисковать репутацией из-за сомнительных материалов, потому что знают: следующий этап — обработка — будет бессмысленным, если основа плоха.
Интеграция с линией: вопрос не только размеров
Спроектировать хорошую ванну на бумаге — это полдела. Вписать её в существующую или новую линию — задача посложнее. Нужно учесть подвод топлива, систему отвода дымовых газов, стыковку с зоной формирования. Бывало, что отличная по характеристикам ванна ?не приживалась? из-за нестыковок по высоте с существующим металлоёмом или из-за проблем с тепловым экранированием.
Здесь как раз полезен опыт компаний, которые видят картину целиком. Когда поставщик, как ООО Внутренняя Монголия Янь Ян Промышленность И Торговля, занимается всем комплексом — от сырья до готового стеклопакета, — у него есть понимание всех технологических взаимосвязей. Они могут предложить не просто ёмкость, а решение, как её оптимально встроить в твой процесс, чтобы не было ?узких мест? на этапе отжига или резки.
Например, от геометрии ванны и температуры в зоне выработки напрямую зависит начальная температура ленты на входе в лер. Если этот параметр ?пляшет?, то на отжиге не добиться равномерности напряжений. И тогда при резке или закалке стекло будет колоться. Поэтому, выбирая ведущую ванну, мы всегда запрашиваем детальные тепловые расчёты для всей последующей цепочки.
Тенденции и личный взгляд
Сейчас тренд — на повышение энергоэффективности и увеличение срока кампании. Ванны проектируют с улучшенной теплоизоляцией, с системами рекуперации тепла отходящих газов для подогрева шихты или воздуха. Активно внедряется электроподогрев в отдельных зонах для более точного и локального контроля температуры.
Но для меня главный тренд — это цифровизация. Датчики температуры, давления, состава атмосферы в ванне в режиме реального времени, плюс системы предиктивной аналитики, которые могут спрогнозировать износ огнеупора или риск образования дефектов. Это уже не будущее, а настоящее для современных линий.
В этом контексте, кстати, стратегия компаний вроде ООО Внутренняя Монголия Янь Ян Промышленность И Торговля выглядит дальновидной. Контроль над всем циклом — от плавки до готового изделия — даёт им колоссальный массив данных. Эти данные можно использовать для тонкой настройки параметров самой ведущей ванны под конкретные конечные продукты: будь то сверхпрозрачное стекло или энергосберегающее с покрытием.
В итоге возвращаешься к простой мысли: ведущая ванна — это не обособленный агрегат. Это центральный элемент экосистемы производства стекла. Её эффективность определяется не только инженерным расчётом, но и тем, насколько глубоко производитель понимает всю последующую технологическую цепочку. И в этом смысле подход, когда одна компания охватывает и производство, и обработку, и торговлю, — это не маркетинг, а практическая необходимость для создания по-настоящему качественного и конкурентного продукта на рынке.
Соответствующая продукция
Соответствующая продукция

Самые продаваемые продукты
Самые продаваемые продукты-
 Стекло с регулировкой яркости
Стекло с регулировкой яркости -
 Флоат-стекло
Флоат-стекло -
 Закаленное стекло нестандартной формы
Закаленное стекло нестандартной формы -
 Ультрапрозрачное стекло
Ультрапрозрачное стекло -
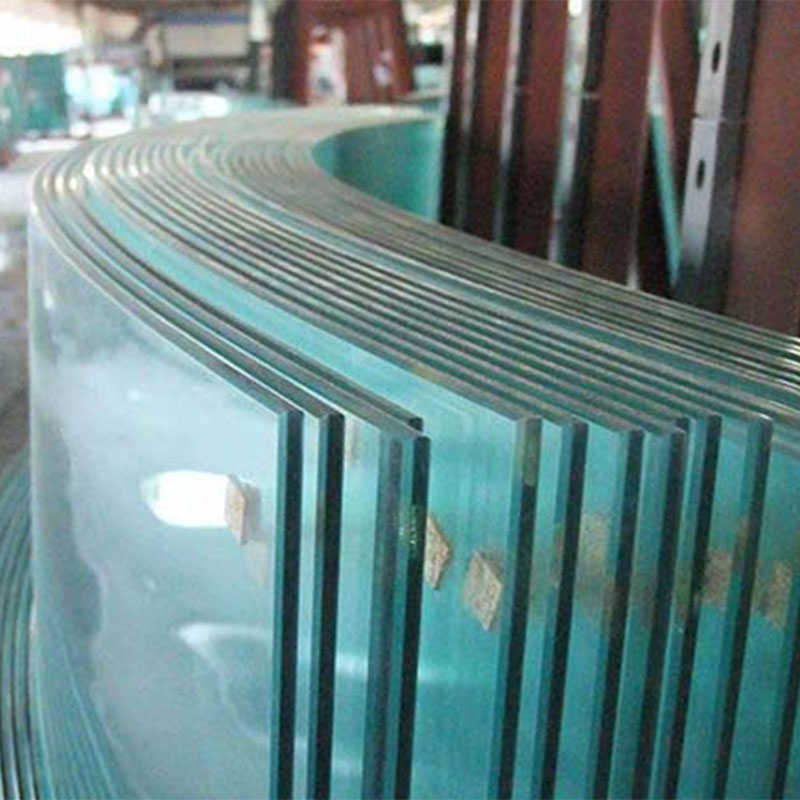 Изогнутое закаленное стекло
Изогнутое закаленное стекло -
 Стекло с вставками
Стекло с вставками -
 Многослойное стекло с покрытием
Многослойное стекло с покрытием -
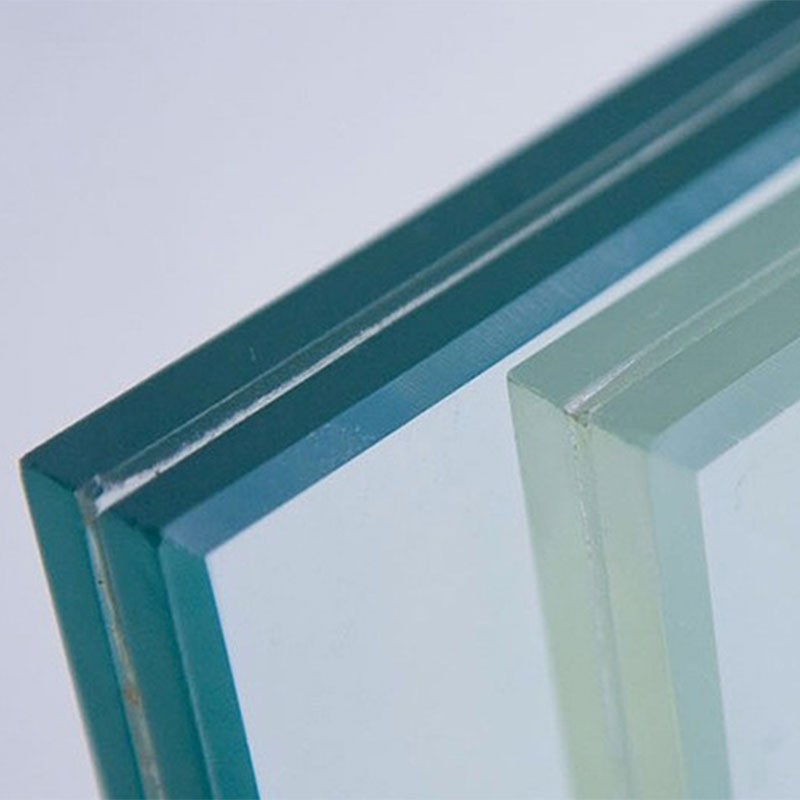 Ламинированное стекло
Ламинированное стекло -
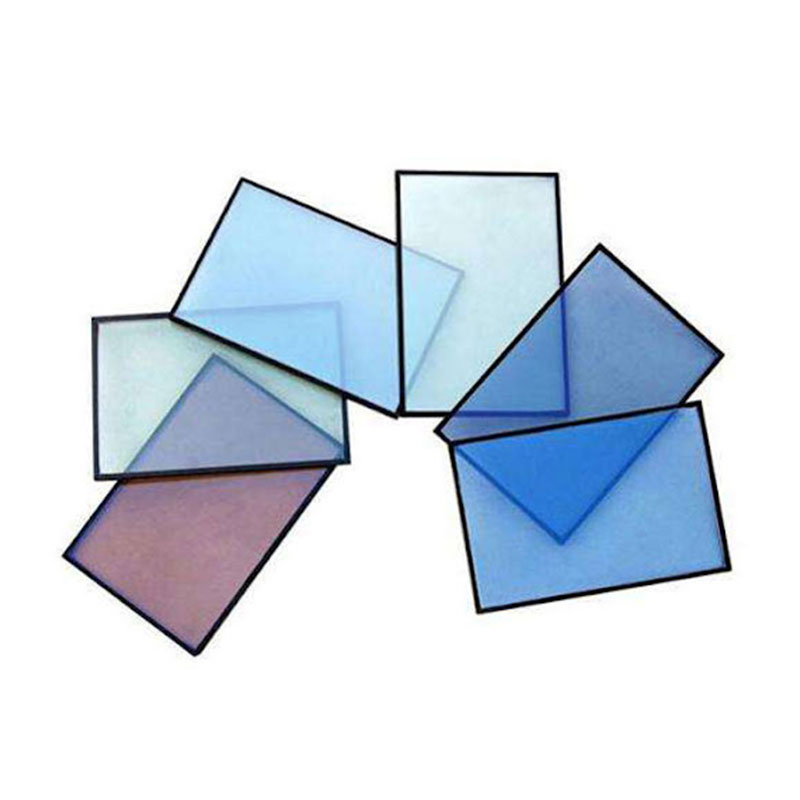
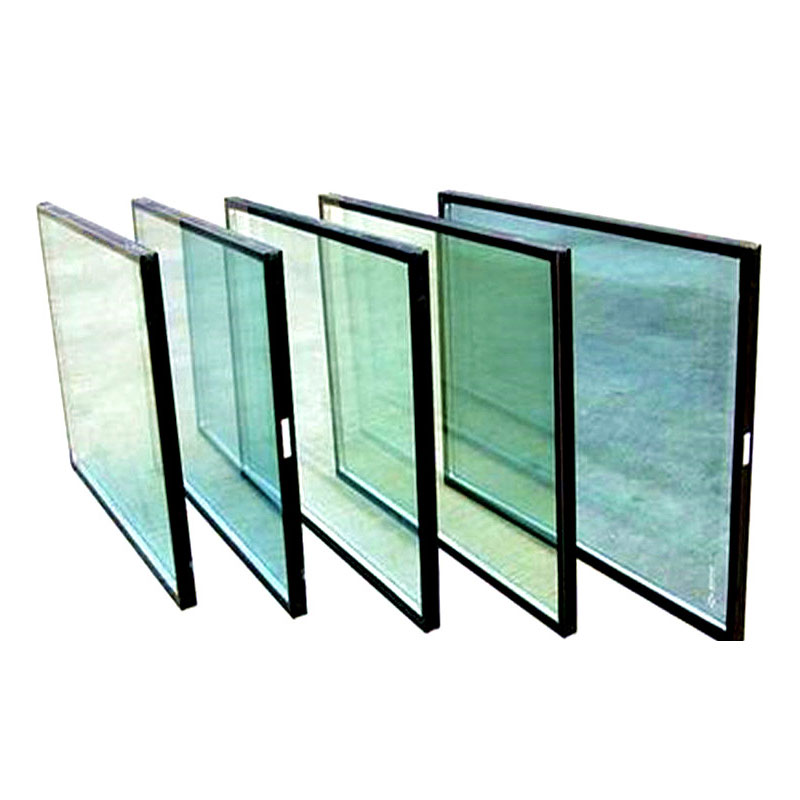 Низкоэмиссионное полое стекло
Низкоэмиссионное полое стекло -
 Огнестойкое стекло
Огнестойкое стекло -
 Стекло с проволочной сеткой
Стекло с проволочной сеткой -
 Суперпрозрачное закаленное стекло
Суперпрозрачное закаленное стекло
Связанный поиск
Связанный поиск- Купить Толщина двойного остекления
- Дешевое производство плоского стекла
- Лидинг закаленное стекло панели горелки
- Производители пвх стеклопакетов
- Топ-покупатели цветов закаленного стекла
- Оптовая продажа 4 мм плоского стекла
- Оптовая продажа закаленного стекла
- Производители поверхностей из закаленного стекла
- Поставщики листового стекла для окон
- Поставщики стеклопакетов стоимость