
-


-


-



WeChat
-
WeChat


Ведущая стеклянная пластина
Когда слышишь ?ведущая стеклянная пластина?, первое, что приходит в голову — это какой-то эталон, образец, возможно, верхний слой в стеклопакете или направляющий элемент. Но на практике, особенно в цеху, этот термин часто плавает. Иногда им называют просто качественную, первосортную листовую стеклянную продукцию, иногда — конкретно базовый лист, который задаёт геометрию для дальнейшей обработки. Путаница возникает постоянно, даже у поставщиков. Вот, например, когда мы начинали сотрудничество с ООО ?Внутренняя Монголия Янъ Ян Промышленность и Торговля? (сайт — https://www.yanyanggongmao.ru), в первых накладных тоже мелькало это определение, но по факту в партии могли быть и листы для фасадного остекления, и закалённые заготовки. Пришлось уточнять на месте, в Хух-Хото.
Что скрывается за термином на реальном производстве
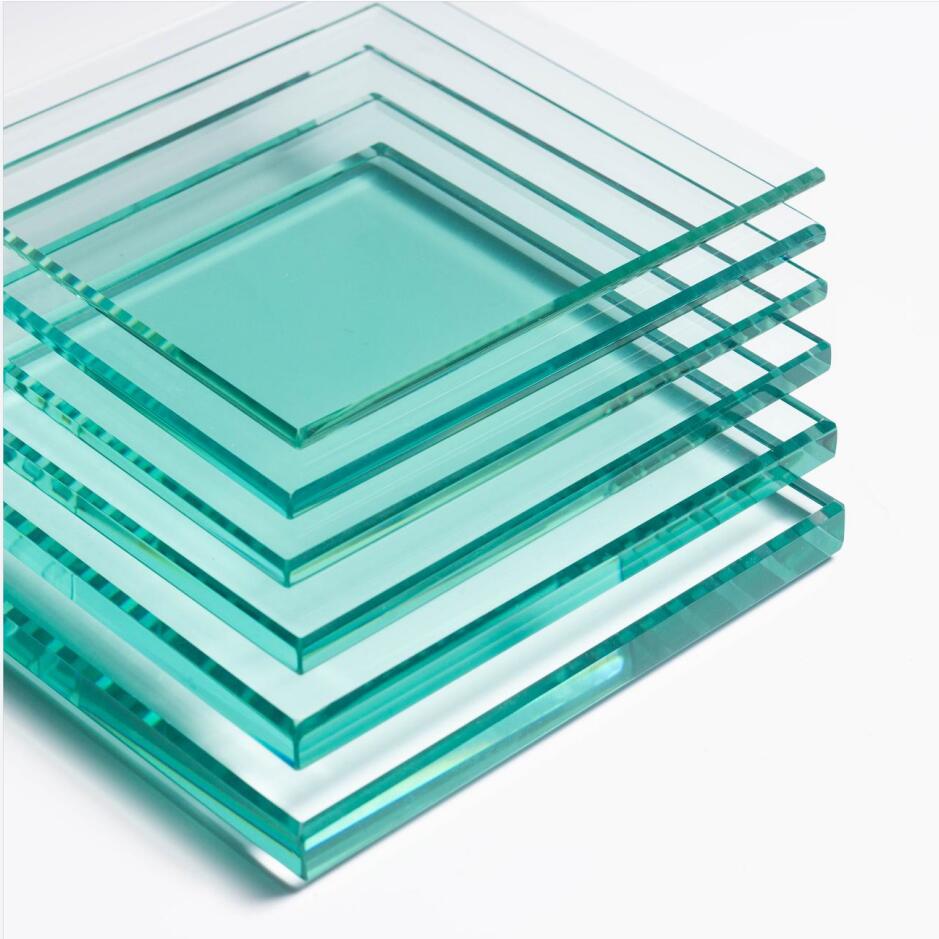
Если отбросить маркетинг, то в технологической цепочке ведущая стеклянная пластина — это, как правило, исходный высококачественный лист, который поступает на линию резки первым и по нему выставляются параметры для всей партии. От его плоскостности, отсутствия внутренних напряжений и микродефектов зависит, как пойдёт дальнейшая обработка — резка, закалка, возможно, ламинирование. Не каждый производитель акцентирует на этом внимание, но в Янъ Ян Промышленность это понимают. На их площадке в Хух-Хото видно, как операторы отмечают такие листы в паллете, часто — мелом или маркером, старомодно, но наглядно.
Здесь же столкнулись с нюансом: идеальная ведущая пластина по ГОСТу или ТУ — одно, а в условиях северного климата Внутренней Монголии — немного другое. Температурные перепады сказываются на логистике и даже на кратковременном хранении перед обработкой. Если такой лист, условно ?ведущий?, привезти с холодного склада и сразу пустить в цех с большой температурной разницей, могут появиться микротрещины, невидимые глазу, но которые всплывут позже, при закалке. Пришлось вносить коррективы в приёмку.
Кстати, о качестве. Компания позиционирует себя как ведущее предприятие с полным циклом — от производства до торговли. Это не просто слова. Когда видишь, как отбирается та самая ведущая стеклянная пластина для ответственного заказа, например, для крупного объекта в том же Хух-Хото, процесс идёт не только по толщине и размерам. Смотрят на оптические искажения, на цветовой оттенок (особенно важно для фасадов), на кромку после резки. Бывает, отбраковывают лист из-за едва заметной ?зелёности? по торцу — для стандартных окон сойдёт, но не для ведущего, эталонного.
Ошибки, которые дорого обходятся
Раньше думал, что главное — это геометрическая точность. Оказалось, нет. Один из наших неудачных опытов связан как раз с экономией на этом ?ведущем? листе. Для серийного производства стеклопакетов взяли за основу просто хороший, но не откалиброванный под всю партию лист. Вроде бы всё в допусках. Но когда запустили линию герметизации, выяснилось, что разбег по диагоналям у последующих листов нарастает, пусть и в пределах нормы, но суммарно это привело к проблемам со стыковкой в крупном витражном остеклении. Пришлось останавливать заказ, перебирать. Теперь настаиваем, чтобы для каждого нового проекта или даже новой паллеты сырья ведущая стеклянная пластина тестировалась не только на статику, но и в динамике процесса — как она ведёт себя на конвейере при резке, как реагирует на захваты манипуляторов.
Ещё момент — человеческий фактор. В цеху, где шумно и нужно быстро давать результат, оператор может пропустить дефект на том самом первом, задающем тон листе. У Янъ Ян Промышленность с этим борются просто: ставят дополнительный контроль после разгрузки, до постановки в линию. Не автоматикой, а опытным мастером. Видел, как такой мастер, Цзинь, буквально на ощупь и на просвет проверяет лист. Говорит, что машина не всегда видит ?напряжение? в стекле, а оно потом в печи закалки может проявиться. Его опыт — лет двадцать, наверное. Для компании, которая объединяет производство, обработку и торговлю, такие кадры — основа.
И да, ?качество превыше всего? — это не лозунг на сайте https://www.yanyanggongmao.ru, а реальная практика, когда речь идёт о базовом материале. Но и перегибы бывают. Как-то заказали партию сверхпрозрачного низжелезистого стекла для солярия. Там требования к оптике жёсткие. Так вот, в качестве ведущей стеклянной пластины нам предложили лист с почти лабораторными параметрами, но его стоимость была непропорционально высокой для всего заказа. Пришлось искать компромисс — взять его как образец для настройки, а основную партию пустить из следующей по качеству, но тоже высокой категории. Сработало.
Технологические нюансы, о которых редко пишут в спецификациях
Толщина. Казалось бы, что тут сложного? Но для ведущей пластины важен не просто средний показатель по листу, а равномерность распределения. Особенно при толщинах от 4 мм и выше. На одном из объектов, где мы использовали продукцию от ООО ?Внутренняя Монголия Янъ Ян Промышленность и Торговля?, была задача с гнутым остеклением. Так вот, если ведущий лист имел разбег по толщине даже в 0,2 мм, это могло привести к разной степени прогиба в печи при формовании. Визуально готовый элемент выглядел бы неровным. Пришлось делать выборочный замер каждого листа в партии ультразвуковым толщиномером — не по ГОСТу, а по собственной методике, увеличенной выборке.
Хранение и транспортировка. Казалось бы, тривиально. Но именно ведущий, эталонный лист нельзя хранить в вертикальных стеллажах, как это часто делают с обычным стеклом. Даже при небольшом прогибе под собственным весом может измениться внутренняя геометрия. Внутри монгольского предприятия это учли — для таких ответственных позиций используют горизонтальные паллеты с мягкими прокладками и жёстким основанием. И перевозят отдельно, не в общей партии. Мелочь? Нет, без этого все предыдущие усилия по отбору теряют смысл.
Ещё один практический момент — маркировка. Её нужно наносить так, чтобы она не мешала дальнейшей обработке, но и не стиралась. Часто используют съёмные бумажные стикеры, но они отлетают. В Янъ Ян видел, как применяют лазерную маркировку на торце — слабую, почти невидимую, но считываемую сканером. Для ведущей стеклянной пластины это идеально: и следов на поверхности нет, и информацию о партии, толщине, дате изготовления сохранить можно. Правда, оборудование для этого есть не на каждом заводе.
Взаимодействие с заказчиком: как объяснить, что такое ?ведущая? и зачем она нужна
В торговле, которой тоже занимается компания, часто сталкиваешься с тем, что клиент хочет просто ?стекло хорошее?. И когда начинаешь углубляться в детали, рассказывать про роль первого, задающего листа в партии, видишь непонимание. Мол, зачем переплачивать? Здесь важно не давить терминами, а показать на рисках. Мы обычно приводим пример с покраской автомобиля: если грунт лёг неровно, то даже самый дорогой лак не скроет дефектов. Так и здесь — ведущая стеклянная пластина это и есть тот самый ?грунт? для всего последующего остекления.
На сайте https://www.yanyanggongmao.ru компания заявляет о комплексных решениях. Это, на мой взгляд, включает и консультацию по таким тонкостям. Не просто продать листы, а объяснить технологическую цепочку, возможно, подсказать, где можно сэкономить, а где — категорически нет. Например, для внутренних перегородок в офисе можно не зацикливаться на идеальной ведущей пластине, а для зимнего сада с большими температурами — обязательно. Это уже не продажи, а инжиниринг.
Из личного опыта: один из заказчиков настаивал на использовании для всего фасада стекла одной марки и одной партии, считая, что этого достаточно. Но мы, зная, что часть листов пойдёт на нестандартные треугольные элементы, а часть — на простые прямоугольники, настояли на том, чтобы для сложных элементов отобрали и использовали отдельную ведущую пластину с дополнительным контролем на внутренние напряжения. В итоге, на фасаде всё сошлось идеально, а заказчик избежал потенциальных проблем с растрескиванием в углах треугольных сегментов зимой. Доверие после такого проекта — на годы.
Взгляд вперёд: меняется ли подход к ?ведущей пластине??
С развитием автоматизации и систем компьютерного зрения кажется, что роль человеческого опыта в отборе такого материала уменьшится. Но, наблюдая за современными линиями, например, у того же производителя в Хух-Хото, вижу обратное. Да, сканеры и датчики стали лучше определять дефекты, но итоговое решение — браковать лист или пустить его в работу как ведущий — часто остаётся за технологом. Потому что машина не учитывает ?контекст? всего заказа, специфику объекта. Ведущая стеклянная пластина — это всё ещё в большей степени технологическое понятие, чем строго стандартизированное.
Ещё один тренд — запрос на экологичность и энергоэффективность. Это влияет и на базовый материал. Всё чаще ведущим листом выбирается не просто прозрачное стекло, а уже с низкоэмиссионным покрытием (i-стекло или k-стекло). И здесь контроль качества усложняется — нужно проверять не только геометрию, но и равномерность напыления, адгезию. Для компании, которая стремится быть ведущей в регионе, это вызов, но и возможность предложить рынку действительно комплексное решение — от правильного базового материала до готового энергосберегающего стеклопакета.
В итоге, что хочется сказать? Термин ?ведущая стеклянная пластина? — это не абстракция и не маркетинг для сайта. Это практический инструмент контроля качества на всём пути от плавки песка до монтажа на объекте. И от того, насколько серьёзно к нему относятся на производстве, как в ООО ?Внутренняя Монголия Янъ Ян Промышленность и Торговля?, зависит не только репутация поставщика, но и долговечность, и надёжность тысяч квадратных метров стекла вокруг нас. Работа с ним требует не только знаний ГОСТов, но и своего рода чутья, которое появляется только в цеху, среди шума режущих станков и жара печей закалки.
Соответствующая продукция
Соответствующая продукция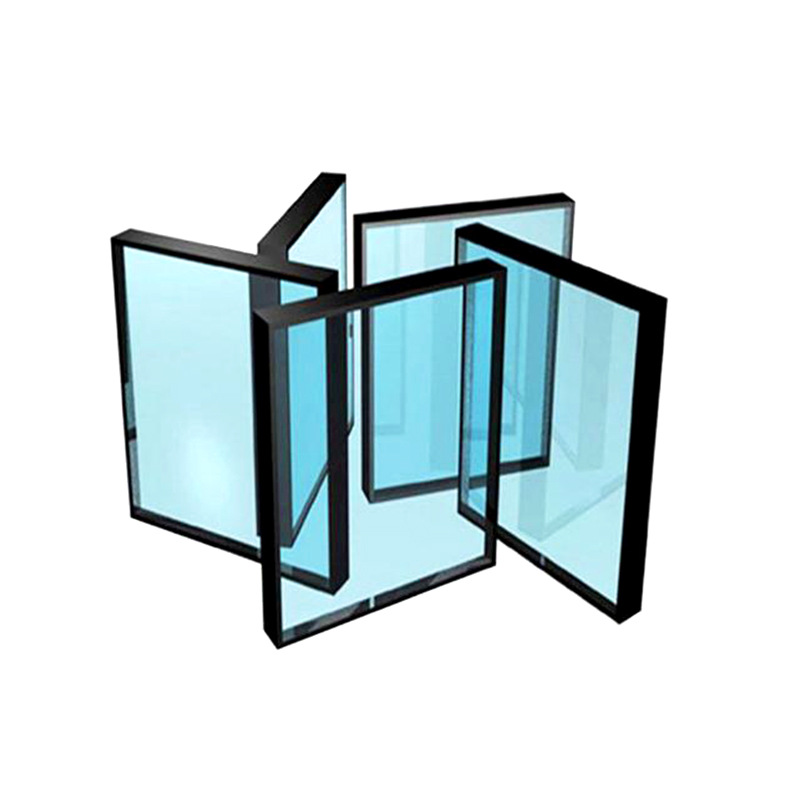

Самые продаваемые продукты
Самые продаваемые продукты-
 Стекло с вставками
Стекло с вставками -
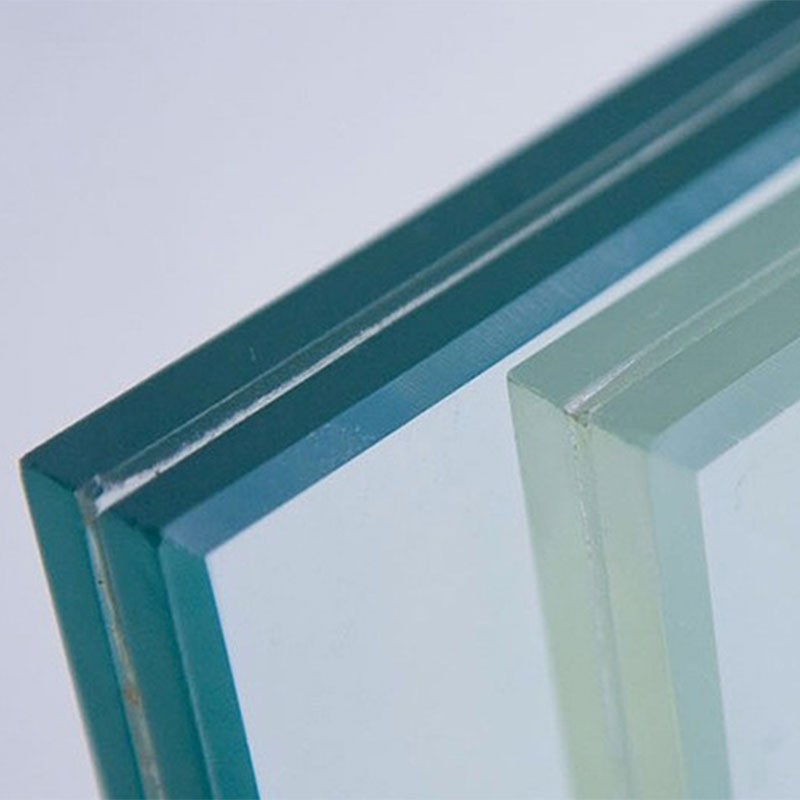 Ламинированное стекло
Ламинированное стекло -
 Закаленное стекло нестандартной формы
Закаленное стекло нестандартной формы -
 Флоат-стекло
Флоат-стекло -
 Стекло с регулировкой яркости
Стекло с регулировкой яркости -
 Суперпрозрачное закаленное стекло
Суперпрозрачное закаленное стекло -
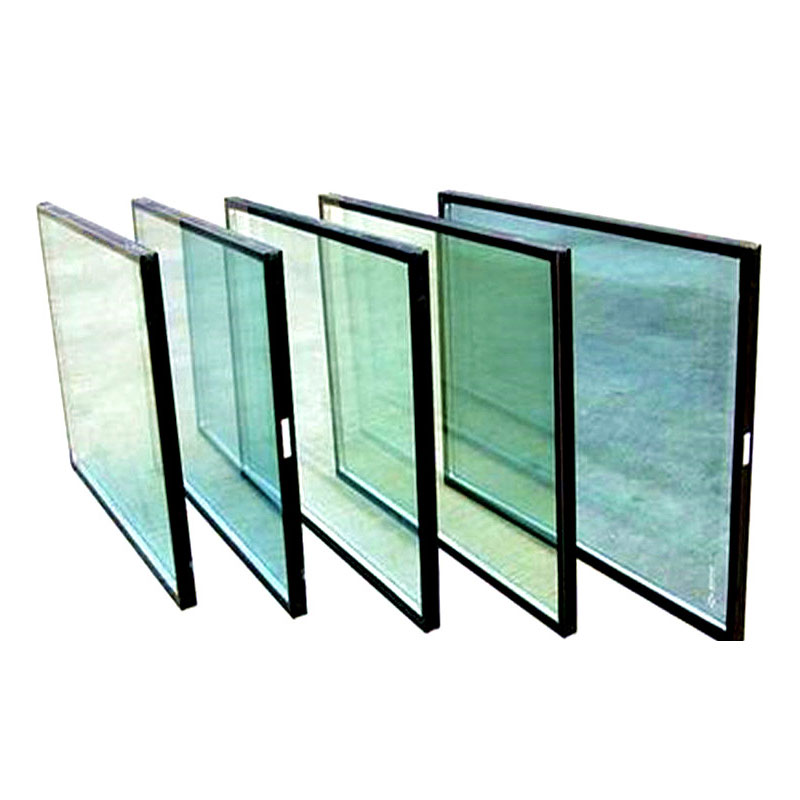 Низкоэмиссионное полое стекло
Низкоэмиссионное полое стекло -
 Ультрапрозрачное стекло
Ультрапрозрачное стекло -
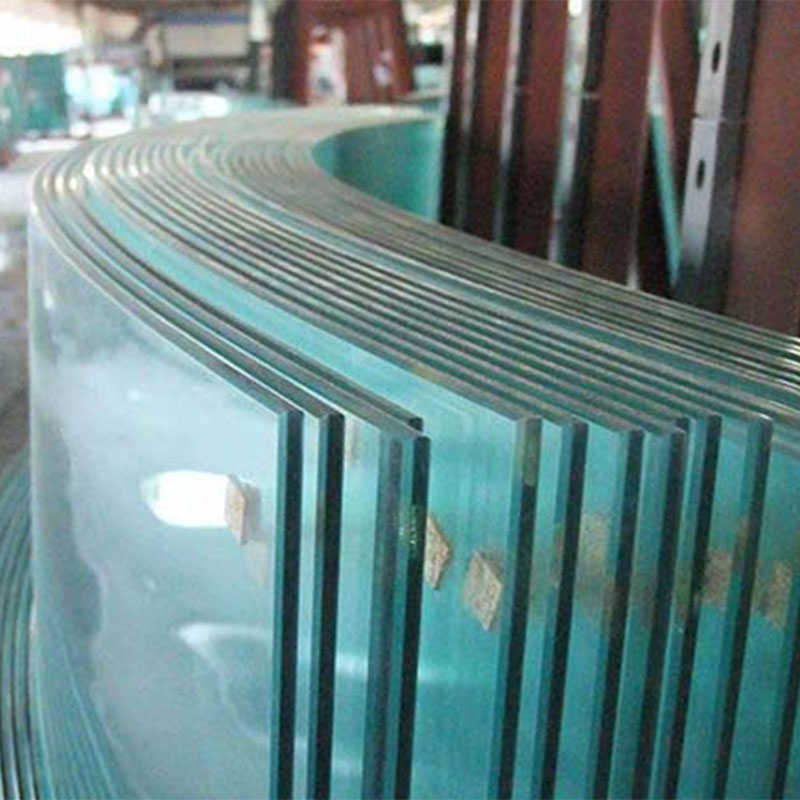 Изогнутое закаленное стекло
Изогнутое закаленное стекло -
 Огнестойкое стекло
Огнестойкое стекло -
 Многослойное стекло с покрытием
Многослойное стекло с покрытием -
 Стекло с проволочной сеткой
Стекло с проволочной сеткой
Связанный поиск
Связанный поиск- купить стеклянный лист ГОСТ 111 2014
- Отличное армированное стекло
- Производители закаленного стекла 10
- Стеклокерамика или закаленное стекло в Китае что лучше
- Производитель оргстекла гост 10667 90
- закаленное стекло на заказ по размерам
- Ведущий лист бесцветного стекла
- Ведущая страна покупателей размеров окон с двойным остеклением
- Производители закаленного стекла
- Отличное ультрабелое стекло